A dölt piros betüvel irt szövegek a Szakági Műszaki Előírások kiegészítése.
1. melléklet a 3/2020. (I. 13.) ITM rendelethez
A csatlakozóvezetékek, a felhasználói berendezések és a telephelyi vezetékek műszaki biztonsági szabályzata
1. Fogalommeghatározások
-Tervező
-Gázmérő méréshatára
-Gázfogyasztó készülék | A | B | C
-Nyomásfokozatok
2. A gáz csatlakozóvezetékek, felhasználói berendezések és telephelyi vezeték általános tervezési követelményei
-A kiviteli terv tartalma
-A műszaki leirás tartalma
-Rajzdokumentáció tartalma
-Az engedélyezett terv érvényessége
-A csatlakozóvezeték, a fogyasztói vezeték tervezési követelményei
-A tervmódosítás módja
3. Védőtávolság
-Védőtávolság épülettől
-Védőtávolság vezetékektől
4. Épületbe történő belépés követelményei csatlakozó vezeték és fogyasztói vezeték esetén
– Térszint alatti belépés
5. A telephelyi vezeték, a csatlakozóvezeték és a fogyasztói vezeték épületen belüli kialakításának követelményei
– Csatlakozóvezeték és fogyasztói vezeték rejtett szerelése
– Hol tilos elhelyezni gázvezetéket?
– Csővezeték anyagok, azok használhatósága(horonyban, földben stb.)
– Vezetékek kötései
– Átváltás acélcsőről rézre
6. A hegesztésre vonatkozó sajátos követelmények
– Acél hegesztésnél mikor kell tanúsított hegesztő?
– PE anyagú vezetékek hegesztése
7. A PB-gáz üzemű csatlakozóvezetékek tervezésének sajátos követelményei
8.A megvalósulási dokumentáció tartalmi követelményei
9.Gáznyomás-szabályozók elhelyezésének általános követelményei
– Egy helyrajzi számon lévő fogyasztók ellátása
– Védőtávolságok nyilászáróktól
10.Nagy-középnyomású házi gáznyomás-szabályozók és egyedi gáznyomás-szabályozó állomások elhelyezésének sajátos követelményei
11. Házi gáznyomás-szabályozók és egyedi gáznyomás szabályozó állomások gépészeti követelményei
13. Az ipari gáznyomás-szabályozó állomásokra vonatkozó sajátos követelmények
15. A gáznyomás-szabályozó állomás építészeti követelményei
16. A gáznyomás-szabályozó állomás épületgépészeti követelményei
17. A gáznyomás-szabályozó állomás gépészeti követelményei
18. A gáznyomás-szabályozó állomás berendezéseire és szerelvényeire vonatkozó követelmények
19. A gáznyomás-szabályozó állomás üzembe helyezése előtti nyomáspróbára vonatkozó követelmények
20. A gáznyomás-szabályozó állomás üzembe helyezésével kapcsolatos követelmények
21. A nyomáshatároló rendszerekre vonatkozó követelmények
22. A PB-gáz gáznyomás-szabályozó beépítésére vonatkozó sajátos követelmények
23. A gáznyomás-szabályozó állomások villamos berendezéseivel szemben támasztott követelmények
24. A gáznyomás-szabályozó és gázmérő állomásra vonatkozó sajátos követelmények
25. A gázmérőkre vonatkozó követelmények
– Hová nem helyezhető el mérő?
– Távolság készüléktől, füstcsőtől, csőtől
– Mikor kell elzáró a mérő után is?
– Mikor elég egy elzáró a nyomszab. és a mérő elé?
– Mérő elhelyezése pincében
– Mérő le- és felszerelése készülékcsere esetén
26. A gázfogyasztó készülékek elhelyezésének követelményei
– Gázkészülék elhelyezése garázsban
– Távolság kádtól-zuhanytól
– PB-gáz üzemű készülékek többletfeltételei
– Az „A” tipusú készülékek elhelyezése | háztartási gáztűzhely légellátása |
A1 | A2 | A3 |
– Az „B” tipusú készülékek elhelyezése<140kW | légellátás | égéstermék elvezetés
|B1|B11|B12|B13|B14|
|B21|B22|B23|
|B31|B32|B33|
|B41|B42|B43|B44|
|B51|B52|B53|
– Az „C” tipusú készülékek elhelyezése<140kW | kondenzátum elvezetés | légellátás, égéstermék elvezetés | homlokzati kivezetés | gyűjtőkémény |
|C|C1|C11|C12|C13|
|C2|C21|C22|C23|
|C3|C31|C32|C33|
|C4|C41|C42|C43|
|C5|C51|C52|C53|
|C6|C6(C1)|C61(C11)|C62(C12)|C63(C13)|
|C6(C2)|C61(C21)|C62(C22)|C63(C23)|
|C6(C3)|C61(C31)|C62(C32)|C63(C33)|
|C6(C4)|C61(C41)|C62(C42)|C63(C43)|
|C6(C5)|C61(C51)|C62(C52)|C63(C53)|
|C6(C8)|C61(C81)|C62(C82)|C63(C83)|
|C6(C9)|C61(C91)|C62(C92)|C63(C93)|
|C6(C10)|C62(C(10)2|C63(C10)3|
|C6(C11)|C62(C(11)2|C63(C11)3|
|C6(C12)|C62(C(12)2|C63(C12)3|
|C6(C13)|C62(C(13)2|C63(C13)3|
|C6(C14)|C62(C(14)2|C63(C14)3|
|C6(C15)|C62(C(15)2|C63(C15)3|
|C7|C71|C72|C73|
|C8|C81|C82|C83|
|C9|C91|C92|C93|
|C(10)|C(10)2|C(10)3|
|C(11)|C(11)2|C(11)3|
|C(12)|C(12)2|C(12)3|
|C(13)|C(13)2|C(13)3|
|C(14)|C(14)2|C(14)3|
|C(15)|C(15)1|C(15)2|C(15)3|
– A 140 kW-nál nagyobb együttes hőterhelésű gázfogyasztó készülékek elhelyezésének kiegészítő követelményei |Robbanás elleni védelem|
Mellékletek
2.melléklet: Szerelési nyilatkozat tervköteles tevékenységre. A bizonylat adattartalma.(MINTA)
Az alábbi információk az 1/2020. (I. 13.) rendeletben találhatóak:
– Egyszerűsített készülékcsere
– Készülékcsere
– A tervezői nyilatkozat adattartalma
1.Fogalommeghatározások
1. ARH: az éghető gáznak vagy gőznek az a koncentrációja a levegőben, amely alatt a keverék nem robbanóképes (alsó robbanási határ).
Alkalmasság-vizsgálat: rövid időtartamú vizsgálat annak igazolására, hogy a csatlakozóvezeték, a fogyasztói vezeték, illetve a telephelyi vezeték ismételten gáz alá helyezhető, üzemeltethető.
SZME-G 2020.04.17.
2. Áramlásbiztosító: a gázfogyasztó készülék égéstermék kivezető részéhez kapcsolódó szerkezeti eleme, amely a huzatváltozásnak és a visszaáramlásnak az égő működésére és az égésre gyakorolt hatását csökkenti.
3. Biztonsági membrán: a membrán szakadása esetén védelmet biztosító védőmembrán.
4. Csatlakozóvezeték tartályos PB-gáz és szintetikus gáz esetén: a tartály folyadék vagy gázfázisú elvételi csonkjának elzáró szerelvényétől induló és a fogyasztói főcsapig terjedő vezeték tartozékaival együtt. Az elzáró szerelvény nem része a csatlakozóvezetéknek.
5. Egység-hőterhelés: a gázfogyasztó készülék EU-megfelelőségi nyilatkozatán megjelölt típushoz megadott hőterhelése. Amennyiben a tanúsított gázfogyasztó készülék több olyan részegységből áll, amelyek teljes üzembiztonsággal önállóan, egymástól függetlenül is működőképesek, akkor a részegység hőterhelése tekintendő egység-hőterhelésnek. Több névleges hőterheléssel rendelkező gázfogyasztó készülék esetén, az EU-megfelelőségi nyilatkozatán felsoroltak közül a telepítés tervezője, vagy az egyszerűsített készülékcsere végrehajtója által, a megadott hőterhelések közül kiválasztott hőterhelés.
6. Együttes hőterhelés: az egy helyiségben üzemeltetett gázfogyasztó készülék vagy készülékek együttes (összes), névleges hőterhelése.
7. Felhagyás: a csatlakozóvezeték, a telephelyi vezeték és a felhasználói berendezés végleges használaton kívül helyezése, elbontással.
8. Földgázelosztó: az a természetes személy, jogi személy, vagy jogi személyiséggel nem rendelkező szervezet, amely a Magyar Energetikai és Közmű-szabályozási Hivatal által kiadott működési engedéllyel rendelkezik.
Gázipai engedélyes: a Szakági műszaki előírások szempontjából a földgázellátásról szóló 2008. évi XL. törvény értelmében a tevékenysége gyakorlásához szükséges engedéllyel rendelkező földgázelosztó, vezetékes PB-gázszolgáltató, PB-gáz forgalmazó, telephelyi szolgáltató, telephelyi engedélyes.
SZME-G 2020.04.17.
Gázmérő névleges méréshatára: a Szakági műszaki előírások szempontjából a mérőeszközökre vonatkozó egyedi előírásokról szóló 43/2016. (XI. 23.) NGM rendelet alapján meghatározott olyan térfogatáram, amely nem használhatja ki a legnagyobb megengedett hibára vonatkozó értékeket, és nem hozhatja rendszeresen kedvezőbb helyzetbe a mérés eredményében érintett felek egyikét sem.
SZME-G 2020.04.17.
9. Gáz alá helyezés: az a művelet, amelynek során a csatlakozóvezetéket, a fogyasztói vezetéket, a telephelyi vezetéket gázzal feltöltik.
10. Gázfogyasztó készülék („A” típusú): olyan, a GET. 3. § 37. pontjában meghatározott gázfogyasztó készülék, amely égéstermék-elvezetőhöz, az égésterméket a készülék felállítási helyiségéből szabadba elvezető rendszerhez nem csatlakoztatható. A gázfogyasztó készülék az égéshez szükséges levegőt a felállítási helyiségéből nyeri és égéstermékét a felállítási helyiségébe bocsátja ki.
11. Gázfogyasztó készülék („B” típusú): olyan, a GET. 3. § 37. pontjában meghatározott gázfogyasztó készülék, amely az égési levegőt közvetlenül a készülék felállítási helyiségéből nyeri és égéstermékének elvezetése közvetlenül vagy égéstermék-elvezetőn keresztül a szabadba történik.
12. Gázfogyasztó készülék („C” típusú, zárt égésterű): olyan, a GET. 3. § 37. pontjában meghatározott gázfogyasztó készülék, amelynek üzeme az elhelyezés helyiségétől független, az égési levegőt közvetlenül a szabadból veszi és égéstermékét közvetlenül vagy égéstermék-elvezetőn keresztül a szabadba vezeti ki.
13. Gázfogyasztó készülék típus: a gázfogyasztó készüléknek a levegőellátás és az égéstermék elvezetés módja szerinti európai osztályba sorolási rendszere szerinti, a létesítés tervén, vagy az egyszerűsített készülékcsere bizonylaton azonosított típusa.
Vissza a tartalomjegyzékhez14. Gázkonnektor: a fogyasztói vezeték olyan kapcsoló eleme, mely hajlékony csővel úgy kapcsolja össze a gázfogyasztó készüléket a fogyasztói vezeték rögzített szakaszával, hogy az egyszerű kézi mozdulattal szét- és összekapcsolást tesz lehetővé anélkül, hogy szétkapcsolás következtében a csőben lévő gáz a környezetbe kerülne.
15. Gáznyomás-szabályozó: segédenergia nélkül működő készülék, amelynek feladata a rajta átáramló gáz nyomásának meghatározott értékre csökkentése és tűréshatárok között tartása a zavaró változóktól (bemenő nyomás változásától és az elvétel változó térfogatáramától) függetlenül.
16. Gázszivárgás: a csatlakozóvezetéken, a felhasználói berendezésen, a telephelyi vezetéken tömörtelenség következtében bekövetkező gázkiáramlás.
17. Gázterhelés: az az időegységre eső térfogatáram, amely a gázfogyasztó készülék folyamatos üzeme során időegység alatt a készülékbe áramlik (m3/h; m3/s).
18. Hasadó és hasadó-nyíló felületek: az Országos Tűzvédelmi Szabályzatról szóló miniszteri rendelet (a továbbiakban: OTSZ) szerinti hasadó-nyíló felületek.
19. Hőre záró szerelvény: 100 °C hőmérsékleten legfeljebb 1 percen belül önműködően lezáró szerelvény.
20. Hőterhelés: az az energiaáram, amely a gázfogyasztó készülék folyamatos üzeme során a készülékbe áramlik (kW).
21. Karbantartás, javítás: a csatlakozóvezeték, a felhasználói berendezés és a telephelyi vezeték eredeti állapotának és állagának fenntartását célzó, legalább a gyártói és tervezői előírásokon alapuló, ajánlottan vagy kötelezően végzendő tevékenység.
22. Készülék elzáró szerelvény: a fogyasztói vezetékbe a gázfogyasztó készülék, vagy a gázfelhasználó technológiai rendszer elé beépített kézi működtetésű záró szerelvény, amellyel azok gázellátása szüneteltethető.
23. Készülék nyomásszabályozó: az MSZ EN 88-1 [Gázfogyasztó készülékek nyomásszabályozói és kapcsolódó biztonsági berendezései. 1. rész: Nyomásszabályozók legfeljebb 50 kPa bemenő nyomásig] szabványnak, vagy azzal egyenértékű más műszaki megoldásnak megfelelő készülék, amely a fogyasztói vezetéken érkező gáz nyomását a gázfogyasztó készülék csatlakozási nyomásának értékére csökkenti.
24. Kibocsátó forrás: olyan pont vagy hely, amelyből éghető gáz szabadulhat ki a légkörbe úgy, hogy robbanóképes gáz-levegő keverék képződhet.
25. Kiviteli terv: a tervező által készített dokumentum a kivitelező részére, a kivitelezendő, átalakítandó vagy felhagyandó csatlakozóvezeték, felhasználói berendezés, és telephelyi vezeték kivitelezéséhez.
26. Közcsatorna: a felszíni vizek minősége védelmének szabályairól szóló 220/2004. (VII. 21.) Korm. rendelet 3. § 29. pontja szerint meghatározott fogalom.
27. Légtér-összeköttetés: két vagy több helyiség légtere akkor tekintendő összeköttetésben lévőnek, ha közöttük nyílás van és azon nincs fokozott légzárású, automatikusan záródó nyílászáró.
légtérterhelés: az egy helyiségbe telepített gázfogyasztó készülék(ek) és gázfelhasználó technológiai rendszer(ek) összes hterhelésének és a telepítési helyiség szabad (beépítetlen) légterének hányadosa ([W/m3], [kW/m3]). [A SZME-G alkalmazásához bevezetett fogalom]
SZME-G 2020.06.12.
28. Levegő-bevezető: olyan, erre a célra teljesítménynyilatkozattal rendelkező vagy méretezett szerkezet, amely a levegőt a szabadból a gázfogyasztó készülék helyiségébe vagy a gázfogyasztó készülék levegőbevezetés céljára kialakított nyílásához vezeti.
29. Megvalósulási dokumentáció: a tervdokumentáció olyan példánya, amely a csatlakozóvezeték, a telephelyi vezeték és a felhasználói berendezés megvalósult állapotát tükrözi.
30. Membrános (lemezházas) gázmérő: olyan gáztérfogat-mérő eszköz, amelyben az átáramló gáz térfogatát a gáz által elmozdított válaszfalakkal rendelkező mérőkamrák segítségével határozzák meg.
31. Műszaki-biztonsági ellenőrzés: olyan eljárás, amelynek során a területi földgázelosztó, a telephelyi szolgáltató, a telephelyi engedélyes, a vezetékes PB-gáz szolgáltató, a PB-gáz forgalmazó képviselője vagy megbízottja a kivitelezéssel érintett felhasználási hely csatlakozóvezetékét és felhasználói berendezését vagy a telephelyi vezetéket a műszaki-biztonsági szempontból felülvizsgált és kivitelezésre alkalmasnak tartott kiviteli terv alapján műszaki-biztonsági szempontból minősíti. Készülékcsere esetén a kiviteli tervet készítő tervező, egyszerűsített készülékcsere esetén a feljogosított gázszerelő által műszaki-biztonsági szempontból végzett minősítési eljárás.
32. Névleges hőterhelés: a gyártó által a gázfogyasztó készülékre megadott hőterhelése kW-ban.
33. Nyomások: a műszaki biztonsági szabályzatban alkalmazott és megnevezett különböző nyomások a következők:
a) bemenő nyomás (pb): a gáz nyomása a nyomásszabályozó bemenetén (bar);
b) csatlakozási nyomás (pc): a gázfogyasztó készülék csatlakozásánál aktuálisan mérhető statikus gáznyomás és az atmoszférikus nyomás közötti különbség (mbar);
c) ideiglenes üzemi nyomás (TOP): az a gáznyomás, amelyen a gáznyomás-szabályozó ideiglenesen üzemelhet (bar, mbar);
d) kimenő nyomás (pk): a gáz nyomása a gáznyomás-szabályozó kimenetén (bar, mbar);
e) legnagyobb rendellenes vagy üzemzavari gáznyomás (MIP): a biztonsági berendezések által korlátozott legnagyobb nyomás, amely a csővezetéket rövid ideig terhelheti (bar, mbar);
f) legnagyobb üzemi nyomás (MOP): az a legnagyobb üzemi gáznyomás, amellyel a csővezeték szabályos üzemi feltételek között üzemeltethető (bar, mbar);
g) megengedett bemenő oldali gáznyomás (pbmax): az a legnagyobb bemenő oldali nyomás, amelyen a gáznyomás-szabályozó az előírt feltételekkel folyamatos üzemelésre alkalmas (bar, mbar);
h) megengedett kimenőoldali nyomás (pkmax): az a legnagyobb kimenőoldali gáznyomás, amelyen a gáznyomás-szabályozó az előírt feltételekkel folyamatos üzemelésre alkalmas (bar, mbar);
i) névleges csatlakozási nyomás (pn): az a gáznyomás, amelyre a gázfogyasztó készülék tüzeléstechnikai jellemzői vonatkoznak, vagy az adott gázcsoporthoz tartozóan névlegesként definiált (bar, mbar);
j) névleges nyomás (PN): a hivatkozási célokra megfelelően alkalmas kerek szám a nyomás számszerű jelölésére; ezen európai szabványokban jellemzően a karimákhoz használják (bar);
k) normál (atmoszférikus) légköri nyomás (p): Magyarországon a légnyomás egységesen elfogadott abszolút értéke, mely a gáz halmazállapotú anyagok normál állapotának meghatározására szolgál (bar, mbar);
l) tervezési nyomás (DP): az a nyomásérték, amelyen a szilárdsági számítások alapulnak. A műszaki biztonsági szabályzatban megegyezik a szilárdságvizsgálati nyomás (STP) értékével (bar, mbar);
m) üzemi nyomás (OP): a csővezetékben normális üzemszerű körülmények közt kialakuló nyomás (bar, mbar).
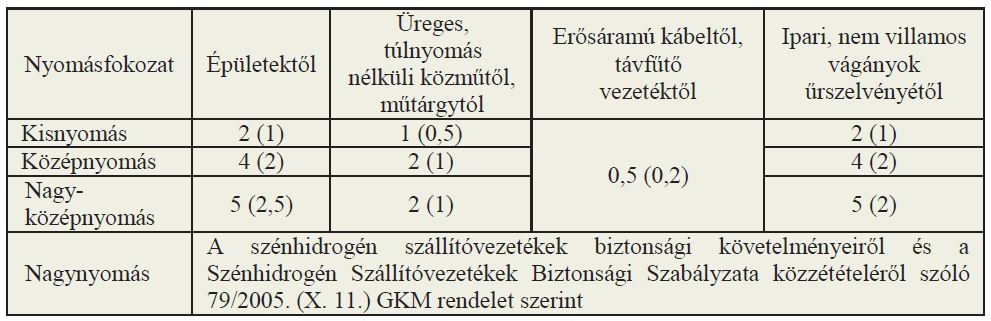
34. Nyomásfokozatok: a csatlakozóvezeték, a fogyasztói vezeték és a telephelyi vezeték vonatkozásában
a) kisnyomás: MOP ≤ 100 mbar nyomástartományban;
b) középnyomás: 100 mbar < MOP ≤ 4 bar nyomástartományban;
c) nagy-középnyomás: 4 bar < MOP ≤ 25 bar nyomástartományban;
d) nagynyomás: MOP > 25 bar nyomástartományban.
35. Nyomáspróba: az arra jogosultak által dokumentáltan elvégzett vizsgálat, melyek a következők lehetnek:
a) szilárdsági nyomáspróba: olyan eljárás, amely során az ellenőrizni kívánt csatlakozóvezetéket, fogyasztói vezetéket, telephelyi vezetéket szilárdságvizsgálati nyomás (STP) alá helyezik annak igazolására, hogy a vezetékek megfelelnek a belső túlnyomással szemben előírt szilárdság követelményeinek,
b) tömörségi próba: olyan eljárás, amellyel igazolható, hogy a csatlakozóvezeték, a fogyasztói vezeték, telephelyi vezeték megfelel a tömörségi követelményeknek.
36. Összekötő elem: a kéményseprő-ipari tevékenységről szóló 2015. évi CCXI. törvény 1. § 12. pontjában ekként meghatározott fogalom.
37. PB-gáz forgalmazó: az a gazdálkodó szervezet, amely a cseppfolyós propán-, butángázok és ezek elegyei tartályban vagy palackban történő forgalmazásának szabályairól és hatósági felügyeletéről szóló jogszabályban előírt feltételeknek megfelel és a bányafelügyelettől a PB-gáz forgalmazására engedélyt kapott.
38. Rendeltetési ország (közvetlen): az az ország, amely számára a gázfogyasztó készüléket tanúsították, és amelyet a gyártó közvetlen rendeltetési célországként megad, és ott a gázfogyasztó készülék gyártója által előírt külön beavatkozás nélkül üzemeltethető.
39. Rendeltetési ország (közvetett): az az ország, amelyhez a gázfogyasztó készüléket tanúsították, de a gázfogyasztó készülék csak a gyártó által előírt beavatkozást követően alkalmazható a célországban.
40. Rendeltetésszerű használat: a csatlakozóvezeték, a felhasználói berendezés, telephelyi vezeték műszaki leírásában, kezelési és karbantartási útmutatójában vagy termékismertetőjében feltüntetett minőségű gázzal és a megadott paraméterekkel jellemzett feltételeknek megfelelő használat.
41. Reteszelés: gázfogyasztó készülékek, valamint tüzelőberendezések és egyéb gépi berendezések, a levegőellátás, vagy az égéstermék kivezetés szabályozó elemei között kialakított olyan vezérlés, amely nem kívánatos üzemelési feltételek esetén kizárja a berendezések egyidejű működését.
42. Robbanásveszélyes térség: az a térség, amelyben robbanóképes gázközeg olyan mértékben van jelen, vagy várhatóan olyan mértékben fordul elő, hogy az a gyártmányok kialakításával, telepítésével és használatával kapcsolatosan különleges óvintézkedéseket igényel.
43. Robbanásveszélyes zónák: a robbanásveszélyes térségek a robbanóképes gázközeg előfordulási gyakorisága és időtartama alapján zónákba sorolása a következő:
a) 0-s zóna: olyan térség, amelyben gáz-, gőz- vagy ködök (aeroszolok) levegővel alkotott keverékéből álló robbanóképes légtér van állandóan, hosszú időtartamban vagy gyakran jelen;
b) 1-es zóna: az a munkatér, ahol normál üzemi körülmények között az éghető gázok, gőzök vagy ködök (aeroszolok) levegővel alkotott keverékéből álló robbanóképes légtér fordulhat elő;
c) 2-es zóna: az a munkatér, ahol normál üzemi körülmények között az éghető gázok, gőzök vagy ködök (aeroszolok) levegővel alkotott keverékéből álló robbanóképes légtér ritkán és rövid időtartamban van jelen.
44. Robbanóképes gázközeg: gáz- vagy gőzállapotú éghető anyag levegővel alkotott keveréke normál légköri viszonyok között, amelyben a gyújtást követően az égés végigterjed a teljes keverékre.
45. Szabadtér: helyiségnek nem minősülő térség, beleértve a nyitott, részben fedett tereket, ahol termelést, raktározást vagy ezekhez kapcsolódó tevékenységet végeznek.
46. Szakaszoló szerelvény: a csatlakozóvezetékbe, a fogyasztói vezetékbe, a telephelyi vezetékbe épített olyan elzáró szerelvény, amely alkalmas arra, hogy a gáz áramlási irányát tekintve a vezeték egy vagy több szakaszát a gáz betáplálástól elzárja vagy függetlenítse.
47. Szellőző levegő: a gázfogyasztó készülék helyiségébe gravitációsan vagy gépi úton beáramoltatott – közvetlenül vagy közvetve szabadból származó – levegő.
48. Szigetelő közdarab: a fém anyagú gázvezetékbe épített elektromos vezetőképességet megszakító szerkezeti elem, amelynek átütési szilárdsága 10 kV-nál nagyobb.
49. Szintetikus földgáz (SNG): propánból vagy propán-bután keverékből levegő hozzákeverésével előállított gázkeverék, amelynek az energiatartalma a keverési arány változtatásával meghatározott értékek között tetszés szerint beállítható.
50. Teljesítménynyilatkozat: az építési termék építménybe történő betervezésének és beépítésének, ennek során a teljesítmény igazolásának részletes szabályairól szóló 275/2013. (VII. 16.) Korm. rendelet 2. § 15. pontjában ekként meghatározott fogalom.
51. Tervező: az a személy, aki a csatlakozóvezeték, a felhasználói berendezés és a telephelyi vezeték megvalósításához szükséges tervezési feladatokat elvégzi, a tervezői nyilatkozatot adja, és aki a tervezési feladatnak megfelelő, az építésügyi és az építésüggyel összefüggő szakmagyakorlási tevékenységekről szóló 266/2013. (VII. 11.) Korm. rendelet szerinti szakirányú tervezési jogosultsággal rendelkezik.
52. Tervfelülvizsgálat: a kiviteli terv műszaki-biztonsági szempontból történő felülvizsgálata.
53. Tervfelülvizsgáló: a kiviteli terv műszaki-biztonsági szempontból történő felülvizsgálatát végző tervező.
54. Tömegtartózkodásra szolgáló helyiség: az országos településrendezési és építési követelményekről szóló 253/1997. (XII. 20.) Korm. rendelet 1. melléklet 132. pontjában ekként meghatározott fogalom.
55. Üzembe helyezés: a csatlakozóvezeték, a fogyasztói vezeték, a telephelyi vezeték teljes vagy részleges gáz alá helyezéséhez és a gázfogyasztó készülékek vagy a gázfelhasználó technológiai rendszer üzemeltetése megkezdéséhez szükséges tevékenységek összessége.
56. Védőtávolság: a csatlakozóvezeték, a fogyasztói vezeték vagy a telephelyi vezeték, a gázfogyasztó készülék és a megközelített létesítmény, épületszerkezet vagy használati tárgyak között függőleges vetületben megengedhető legkisebb vízszintes távolság.
57. Vezetékes PB-gáz szolgáltató: az a természetes vagy jogi személy vagy jogi személyiséggel nem rendelkező szervezet, amely a Magyar Energetikai és Közmű-szabályozási Hivatal által kiadott PB-gáz vezetéken történő elosztására és szolgáltatására engedéllyel rendelkezik.
Vissza a tartalomjegyzékhez
2. A gáz csatlakozóvezetékek, felhasználói berendezések és telephelyi vezeték általános tervezési követelményei
2.1. A tervkészítés során a tervező feladatai:
a) a tervezési cél műszaki megoldással való elérése,
b) a műszaki biztonsági szempontok érvényesítése,
c) a kiviteli terv előírt tartalmi követelményeinek teljesítése,
d) a tervegyeztetés során tett nyilatkozatok, feltételek érvényre juttatása,
e) a területi földgázelosztó, a vezetékes PB-gáz szolgáltató, a telephelyi szolgáltató, telephelyi engedélyes vagy a PB-gáz forgalmazó által a tervegyeztetés során megadott szerelvényezés (gázmérő és gáznyomás-szabályozó típusai, fogyasztói főelzáró helye és típusa) alkalmazása.
2.2. A kiviteli tervnek az alábbiakat kell tartalmaznia:
a) tervezői nyilatkozat,
b) műszaki leírás,
c) rajzdokumentációk:
ca) helyszínrajz,
cb) alaprajzok,
cc) függőleges csőterv,
cd) részletrajzok,
d) a terv tartalmától és a műszaki rendszertől függően:
da) villámvédelmi terv,
db) elektromos reteszelési terv,
dc) légellátási-szellőzési terv,
dd) égéstermék elvezetés terve,
de) gáznyomás-szabályozó és gázmérő telepítési terve,
df) szolgalmi jogi rendezéshez szükséges dokumentáció,
e) a kiviteli tervvel érintett területen található közművek üzemeltetőinek nyilatkozatai.
f) a csatlakozóvezeték, a telephelyi vezeték, a felhasználói berendezés azon elemeinek tételes felsorolása, amelyek gázipari alkalmasságát igazoló dokumentumainak (teljesítménynyilatkozat, EU Megfelelőségi Nyilatkozat stb.) rendelkezésre bocsátása a kivitelező kötelessége
(SZME-G 2020.04.17 kiegészítése)
2.3. A műszaki leírásnak tartalmaznia kell:
2.3.1. a terv tárgyát és a tervezési célt,
2.3.2. a szállított gáz jellemzőit,
2.3.3. a gázmérés és a gázelszámolás műszaki megoldását,
2.3.4. a gázfogyasztó készülékek EU-típusvizsgálati tanúsítványa szerinti azonosító adatait a kiállító szervezet nevének és a tanúsítvány azonosítószámának megadásával,
2.3.5. a gázfogyasztó készülékek gázterhelését és műszaki adatait,
2.3.6. a gázfogyasztó készülékek kezelési osztályba sorolását,
2.3.7. a tervezési nyomásokat és nyomásfokozatokat,
2.3.8. az üzemeltetési hőmérséklet határokat,
2.3.9. a tervezett létesítmény felhasználási helyét, azonosítóját és címét, helyrajzi számát,
2.3.10. a tervrajzokon nem ábrázolható részletek leírását,
2.3.11. a tervezési határokat,
2.3.12. a csatlakozóvezeték, a telephelyi vezeték paramétereit, védőtávolságát,
2.3.13. a felhasználói berendezés főbb műszaki paramétereit, valamint ezek meghatározására vonatkozó számításokat,
2.3.14. a gázfogyasztó készülékek telepítési feltételeit, a szerelésre és az üzembe helyezésére vonatkozó technológia leírását vagy gépkönyvi hivatkozását,
2.3.15. a kiviteli tervtől való bármely eltérés vagy megváltoztatásának feltételeit, valamint a kiviteli terv szerinti állapot későbbi megváltoztatására vonatkozó figyelmeztetéseket és feltételeket,
2.3.16. a gázfogyasztó készülékek légellátásának, égéstermék elvezetésének hő- és áramlástechnikai méretezését, vagy a gyártó előírásának betartását igazoló leírást, az alkalmazott elemek gyártó szerinti azonosító adatait, együttműködést a meglévő felhasználói berendezéssel, az égési levegőellátással és égéstermék elvezetéssel érintett épületszerkezetek felsorolását,
2.3.17. a kivitelezésre vonatkozó előírásokat, a hegesztési eljárást, az eljáráshoz tartozó személyi és tárgyi követelményeket és a tervezett kötések vizsgálatát,
2.3.18. a munkavédelem és az egészségvédelem követelményeit és az azok teljesítésére vonatkozó megoldásokat,
2.3.19. a kivitelezett csatlakozóvezeték, telephelyi vezeték és felhasználói berendezés korrózióvédelmét és állagmegóvását,
2.3.20. az érintésvédelem megoldását,
2.3.21. a robbanásveszélyes terek alakjának és méreteinek meghatározását,
2.3.22. a tűzvédelmi követelményeket, azok teljesítésére vonatkozó megoldásokat,
2.3.23. az elvégzendő nyomáspróbák, üzempróbák, próbaüzem és tesztek leírását, azok megfelelőségeinek kritériumait,
2.3.24. a meglévő telephelyi vezetékhez, csatlakozóvezetékhez, felhasználói berendezéshez való csatlakozás műszaki megoldását,
2.3.25. az üzemelő csatlakozóvezeték, felhasználói berendezés és telephelyi vezeték átalakítását, ideiglenes vagy végleges üzemen kívül helyezését, felhagyását és elbontását,
2.3.26. a külső térbe mesterséges kifúvással rendelkező berendezések, a belső légtérben nyomáscsökkenést létrehozó eszközök, légkezelők feltüntetését.
2.4. A rajzdokumentációnak tartalmaznia kell a 2.4.1-2.4.5. pontban meghatározott rajzokat és terveket.
2.4.1. Helyszínrajz a szükséges méretarányban tartalmazza:
a) a gázellátással érintett felhasználási hely címét, helyrajzi számát,
b) a tervezés határát, érintett elosztóvezetékhez, telephelyi vezetékhez, csatlakozóvezetékhez, fogyasztói vezetékhez történő csatlakozás pontját,
c) ha a kiviteli terv az ellátandó ingatlanon kívül más ingatlant is érint azok helyrajzi számát, szolgalmi jogi rendezéshez szükséges dokumentumokat,
d) az épületek, létesítmények körvonalrajzát, elhelyezkedésük méreteit,
e) a tervezett csatlakozóvezeték vagy fogyasztói vezeték vagy telephelyi vezeték nyomvonalát, méretét, anyagát, védőtávolságát,
f) a felhasználási helyen lévő közműveknek az adatszolgáltatás pontosságának megfelelően feltüntetett elhelyezkedését,
g) a gáznyomás-szabályozó, gázmérő helyét, méretét, teljesítmény adatait,
h) a föld alatti ismert létesítmények helyét,
i) az égéstermék-elvezető kitorkollását, annak környezetében lévő objektumokat, épületeket, méreteket.
2.4.2. Az alaprajzok tartalmazzák a gázzal ellátott felhasználási helynek a csatlakozóvezeték, a felhasználói berendezés, a telephelyi vezeték elhelyezésével érintett részeit a következők szerint:
a) a felhasználói berendezés részét képező nyílászárók helye, típusa és légzárási értéke, továbbá az összeszellőztető-nyílások adatai,
b) az egyes helyiségek megnevezése,
c) a vizes berendezési tárgyak alak- és mérethű helye,
d) a meglevő és beépítésre kerülő gázfogyasztó készülék helye, rendeltetése, tanúsított típusa, névleges gázterhelése,
e) fürdőkádat, zuhanyt tartalmazó helyiségben elhelyezett gázfogyasztó készülék esetében annak villamos védettsége,
f) a meglévő és tervezett csatlakozóvezeték és a fogyasztói vezeték (beleértve az épületre szerelt telephelyi vezetéket, vagy elosztóvezetékké átminősített telephelyi vezetéket) nyomvonala, mérete, anyaga,
g) a szerelvények, anyagátmenetek helye, típusa, mérete,
h) a gáznyomás-szabályozó, gázmérő helye, típusa, mérete, teljesítmény adatai,
i) a légellátás, szellőzés, légmennyiség adatai, szerkezetei, a típus és teljesítmény megjelölésével,
j) a levegő bevezetésének és az égéstermék elvezetésének főbb műszaki adatai, műszaki megoldása,
k) az égéstermék elvezetés és a levegő bevezetés helye, a kitorkollás helyzete a saját épület és a szomszédos épületek szerkezeteihez és égéstermék elvezetéséhez képest, méretek megadásával,
l) a hasadó és hasadó-nyíló felületek helye, mérete,
m) a gázérzékelők, beavatkozó szerkezetek elhelyezése, típusa, üzemi paraméterei,
n) bontás, átalakítás esetében az elbontásra kerülő, a megmaradó és az új vezetékek típusának megjelölése, és
o) minden olyan adat, amely a terv műszaki-biztonsági felülvizsgálatához nélkülözhetetlen.
2.4.3. A függőleges csőtervnek 1:50 méretarányban tartalmaznia kell:
a) a szinteket és belmagasságukat,
b) térszint alatt elhelyezett csatlakozóvezeték, fogyasztói vezeték, telephelyi vezeték nyomvonalát, takarási mélységét,
c) a tervezett gázfogyasztó készüléket és annak telepítése szerint kiválasztott típusa megadását,
d) a gáznyomás-szabályozó, gázmérő, mérési rendszer helyét típusát, méretét, teljesítményadatait,
e) a csővezetékek, szerelvények anyagát, méretét, kötésmódját, kapcsolását,
f) a gázfogyasztó készülékek, csővezetékek, a levegő bevezetés és az égéstermék elvezetés szerelési magasságát, valamint az égéstermék-elvezető kitorkollásának függőleges távolságát a saját és a szomszédos épületek szerkezeteihez képest,
g) a levegő bevezetés és az égéstermék elvezetés azonosító adatait.
2.4.4. A részletrajzokat az értelmezéshez szükséges méretarányban, a kivitelezéshez szükséges méretek megadásával mindazon esetben el kell készíteni, amikor nem tanúsított vagy nem a gyártó EU-megfelelőségi nyilatkozatával rendelkező szerkezetek kerülnek beépítésre.
2.4.5. A villámvédelmi és érintésvédelmi terv tartalmazza:
a) a villámvédelem megoldását;
b) az érintésvédelem megoldását;
c) a kábelek és villamos vezetékek túlfeszültség elleni védelmét;
d) elektronikus készülékek esetében a túlfeszültség elleni finomvédelmi egységekkel történő kiegészítést;
e) a villamosan vezető részegységek villamos összekötését és a földelő vezetékhez történő csatlakoztatását;
f) a villamos energiaforrás földelése, a műszerek földelése és a katódos védelem rendszere közötti kölcsönhatás kizárását.
2.5. A tervfelülvizsgálói nyilatkozatra vonatkozó követelmények
2.5.1. A kivitelezésre alkalmas tervfelülvizsgálói nyilatkozat a keltétől számított 2 évig érvényes, ha a kiviteli tervben foglaltak a műszaki-biztonsági feltételeknek a kivitelezés megkezdésének időpontjában a helyszíni adottságoknak változatlanul megfelelnek.
Kiviteli terv műszaki-biztonsági szempontból történő felülvizsgálatát az építésügyi és az építésüggyel összefüggő szakmagyakorlási tevékenységekről szóló 266/2013. (VII. 11.) Korm. rendelet 1. melléklet II. Szakma Építészeti-műszaki tervezés Építmények gépészeti tervezési szakterület (G) jogosultsággal rendelkező személy végezheti.
(SZME-G 2020.04.17 kiegészítése)
2.5.2. Ha az eltérés műszaki-biztonsági feltételt érint, a tervező a területi földgázelosztótól, a vezetékes PB-gáz szolgáltatótól, a telephelyi szolgáltatótól, a telephelyi engedélyestől, a PB-gáz forgalmazótól – a készülékcsere kivételével – ismételt tervfelülvizsgálatot köteles kérni. Készülékcsere esetén a kiviteli tervet a tervező módosíthatja.
2.5.3. Ha a módosítás nem érint műszaki-biztonsági feltételeket, a kiviteli tervet a tervező módosíthatja, és a módosított kiviteli tervet köteles dátummal ellátni, és aláírni.
2.5.4. A szintetikus földgáz (SNG) közvetlen tüzeléstechnikai alkalmazása esetén a PB-gáz ellátásban alkalmazott műszaki biztonsági előírásokat kell betartani. Ha a csúcsfedező gázban a bekevert földgáz aránya 70%-nál kisebb, akkor a PB-gáz ellátásban alkalmazott műszaki biztonsági előírásokat kell betartani.
2.6. A csatlakozóvezeték, a fogyasztói vezeték és a telephelyi vezeték sajátos tervezési követelményei
2.6.1. Csatlakozóvezeték és fogyasztói vezeték körvezetékként nem alakítható ki.
2.6.2. A csatlakozóvezeték, a fogyasztói vezeték és a telephelyi vezeték épületen kívüli szakaszát a helyszíni adottságoktól függően a térszint alatt, a védőtávolságok betartásával kell elhelyezni, kivéve a gázfelhasználó technológiai rendszerek csővezetékeit, valamint a felszín feletti keresztezések eseteit.
2.6.3. A fogyasztói főelzáró helyét a területi földgázelosztó, a vezetékes PB-gáz szolgáltató adja meg a tervező részére.
2.6.4. A csatlakozóvezeték, a fogyasztói vezeték, a telephelyi vezeték telekhatár és épület, építmény közötti szakasza épületektől, közművektől és más objektumoktól biztosítandó védőtávolságait a 3.1-3.5. pontban foglaltak alapján kell tervezni.
2.6.5. A csatlakozóvezeték és a fogyasztói vezeték telekhatár és az épületbe történő belépési helye közötti szakaszán a takarási mélységnek legalább 80 cm-nek kell lennie.
2.6.6. A csatlakozóvezeték, a fogyasztói vezeték és a telephelyi vezeték nyomvonalán a talajtömörség mértékét a várható igénybevétel alapján a tervezőnek kell meghatározni.
2.6.7. A csatlakozóvezeték, a fogyasztói vezeték és a telephelyi vezeték nyomvonalát úgy kell megtervezni, hogy az egyéb közművekkel történő keresztezések száma a lehető legkevesebb legyen. A közművezetékeket, vagy műtárgyakat a földgázvezeték felülről, PB-gázvezeték alulról keresztezze. Ha ez nem biztosítható, úgy a következő szempontokat kell figyelembe venni:
a) A túlnyomás alatt nem álló üreges közművek vagy műtárgyak alatt átvezetett gázvezeték védelmét a védőtávolság határáig biztosítani kell.
b) A túlnyomás alatt nem álló közművek vagy műtárgyak felett átvezetett PB-gázvezetéknek és a keresztezett közműnek a kölcsönös védelmét a védőtávolság határáig biztosítani kell.
c) A csatlakozóvezeték, fogyasztói vezeték, a telephelyi vezeték és egyéb más közművezeték keresztezése esetén a keresztezési szögnek 30-150° között kell lennie. A keresztezésnél a megtartandó legkisebb keresztezési palást-távolságnak legalább 0,2 m-nek kell lennie.
2.6.8 A földbe fektetett vezetékbe épített elzáró szerelvény nyitásához és zárásához szükséges kezelőszárnak csapszekrénybe felhozott kivitelűnek kel lennie. Az elzáró szerelvény típusát és helyét jelzőtáblával meg kell jelölni.
2.6.9. Ha az elzáró szerelvény nyitásához és záráshoz speciális eszköz szükséges, azt az elzáró szerelvény közelében, hozzáférhető helyen, és az illetéktelen behatástól védve kell elhelyezni.
2.6.10. Iparvágányok keresztezése előtt a gáz áramlási irányát tekintve 5 m és 50 m közötti távolságon belül elzáró szerelvényt kell beépíteni a vezetékbe.
2.6.11. A csatlakozóvezeték, a fogyasztói vezeték, a gázfogyasztó készülék vagy a telephelyi vezeték, védőtávolságán belül tervezett utólagos átalakítások, tereprendezési, építészeti, épületgépészeti átalakítások vagy rendeltetésváltozás esetén az építtetőt, vagy a tervezőt, vagy a kivitelezőt egyeztetési kötelezettség terheli a műszaki biztonsági szabályzat előírásainak további érvényesítése érdekében.
Vissza a tartalomjegyzékhez3. Védőtávolság
3.1. A tervezőnek a védőtávolságot a helyszíni adottságok figyelembevételével legalább a szerelési távolság biztosításával kell megtervezni.
3.2. A térszint felett szerelt vezeték védőtávolságát a várható káros hatások, a javítás és a karbantartás helyigényére figyelemmel egyedileg kell meghatározni.
A térszint felett szerelt vezeték védőtávolságát a várható káros hatások, a javítás és a karbantartás helyigényére figyelemmel egyedileg kell meghatározni, különös tekintettel a villamosművek, valamint a termelői, magán- és közvetlen vezetékek biztonsági övezetéről szóló rendelet vonatkozó előírásaira.
(SZME-G 2020.04.17 kiegészítése)
3.3. A tervezőnek meg kell adnia a csatlakozóvezeték, a fogyasztói vezeték és a telephelyi vezeték védőtávolságán belüli tilalmakat és korlátozásokat a következők figyelembevételével:
a) a védőtávolságon belül nem szabad a vezeték műszaki állapotát veszélyeztető, ellenőrzését akadályozó tevékenységet végezni, ilyen létesítményt elhelyezni,
b) épület alatt csatlakozóvezeték, fogyasztói vezeték, telephelyi vezeték nem helyezhető el.
3.4. A védőtávolságon belül az üzemeltetéshez, karbantartáshoz és javításhoz szükséges létesítmények, anyagok ideiglenesen elhelyezhetők, tevékenységek folytathatók.
3.5. PB-gáz csatlakozóvezeték, fogyasztói vezeték tartozékainak védőtávolságát a tervező a robbanásveszélyes övezet határának kiszámításával, annak figyelembevételével határozza meg.
3.6 A csatlakozóvezetéket/telephelyi vezetéket és a fogyasztó vezeték térszint alatti szakaszát, az alábbi (3.6. sz. táblázat) védőtávolság betartásával kell vezetni, kivétel az épület fala, ha azt merőlegesen közelíti meg.
A 3.6. táblázatban zárójelben lévő védőtávolságok a következő feltételekkel alkalmazhatók:
A vasutat vagy villamos vágányt megközelítő vezetéknek a zárójel nélküli védőtávolságon belül megfelelő mechanikai védelme legyen, továbbá a villamos vontatású vasutat vagy a villamos vágányt megközelítő acél anyagú vezetéknek megfelelő aktív korrózióvédelmi berendezései legyenek. A 3.6. sz. táblázat szerinti zárójeles távolságokhoz tartozó, a tervező által tervezett műszaki megoldást úgy kell tekinteni, hogy az általa alkalmazott műszaki megoldás biztosítja a zárójeles távolsághoz tartozó egyenértékű műszaki biztonsági szintet. (SZME-G 2020.04.17 kiegészítése)
3.7 A csatlakozóvezeték, a telephelyi vezeték és a fogyasztói vezeték térszint alatti szakasza a talaj feletti kemény, kéreggel borított fás szárú növényt (fát, cserjét) legfeljebb oly mértékben közelítheti meg, hogy a vezeték megépítéséhez szükséges munkaárok széle a törzstől 1 m távolságra legyen, kivétel a feltárás nélküli technológiával létesített csatlakozóvezetéket, fogyasztói vezetéket, telephelyi vezetéket, ahol a vezeték palásttávolsága legalább 1 m lehet. (SZME-G 2020.04.17 kiegészítése)
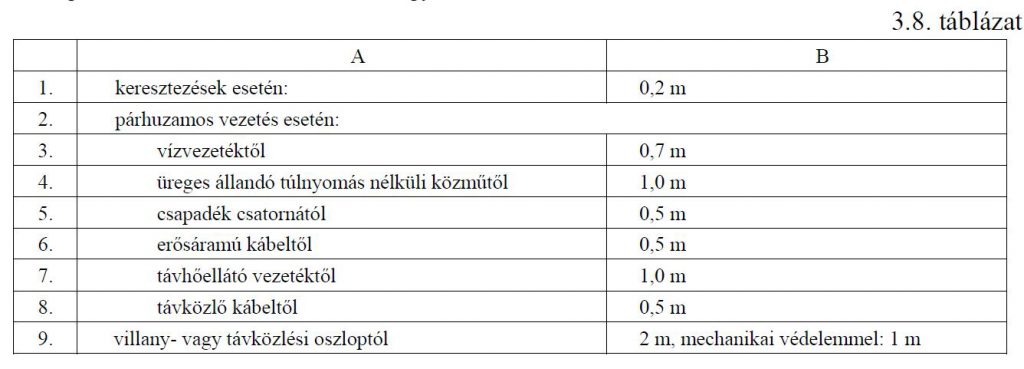
3.8 A csatlakozóvezeték, a fogyasztói vezeték és a telephelyi vezeték térszint alatti szakaszainak védőtávolsága más csővezetékektől és kábelektől – az alkotójától számítva – legalább a 3.8. táblázat szerinti legyen.(SZME-G 2020.04.17 kiegészítése)
4. Épületbe történő belépés követelményei csatlakozóvezeték és fogyasztói vezeték esetén
4.1. Nem fém anyagú csatlakozóvezetéknek és fogyasztói vezetéknek az épületbe térszint alatti bevezetésénél a belépés előtt, az épület falától legfeljebb 0,5 méterre fém csőanyagra kell váltani.
4.1A csatlakozóvezeték és a fogyasztói vezeték csak fémes kivitelben léphet be térszint alatt az épületbe. Amennyiben a vezeték anyaga nem fém, úgy az épület külső fal síkjától a belépés előtt legalább 0,5 méterre fém csőanyagra kell váltani.(SZME-G 2020.04.17 módosítása)
4.2. Fém anyagú vezetékek esetében a vezeték térszint alatti és térszint feletti szakaszait villamos szigetelő közdarab beépítésével szét kell választani. A villamos szétválasztásnak a vezeték szabadon szerelt szakaszában kell lennie.
4.3. A fali átvezetés védőcsövének olyan külső bevonatúnak kell lennie, amelynek anyaga a falazat anyagával egybeépülve víztömör kötést képez.
4.4. Alápincézetlen épületbe térszint alatt csak a homlokzati fal belső felületéhez csatlakozó, járószintig nyitott szerelő aknán keresztül léphet be a csatlakozóvezeték, a fogyasztói vezeték.
4.5. Az épületbe belépő csatlakozóvezeték tervezési nyomása lakóépületeknél legfeljebb 4 bar lehet. A legnagyobb üzemi nyomás nem haladhatja meg a tervezési nyomást.
4.6. Az épület alapfalán térszint alatti átvezetés rendelkezzen teljesítménynyilatkozattal.
Csatlakozó vezeték épületbe történő térszint alatti belépés esetén, csak teljesítmény nyilatkozattal rendelkező befalazható (a fallal víz tömör kötést biztosító) átmeneti idomot lehet tervezni és beépíteni. Az átmeneti idom beépítésre vonatkozó gyártói előírások betartása (szükséges szerszámok, beépítési anyagok, és technológiák stb.) a kivitelezést végző gázszerelő felelőssége. Amennyiben fali átvezető idom (pld: PE – acél) igazolhatóan biztosítja (a szigetelő közdarabokkal megegyező módon), az épületbe lépés előtti gázelosztó vezeték és az épületbe lépés utáni csatlakozóvezeték elektromos szétválasztását, úgy az épületen belül az előre gyártott és tanúsított befalazható átmeneti idom után nem kell külön szigetelő közdarabot beépíteni.(SZME-G 2020.04.17 kiegészítése)
4.7. Térszint alatti csatlakozóvezeték és fogyasztói vezeték nyomvonalának az épületre vonatkozó
a) védőtávolságon belül arra merőlegesnek,
b) védőtávolságon kívül az épület falával vagy a telekhatárral párhuzamosnak, vagy arra merőlegesnek kell lennie.
Vissza a tartalomjegyzékhez5. A telephelyi vezeték, a csatlakozóvezeték és a fogyasztói vezeték épületen belüli kialakításának követelményei
5.1. Telephelyi vezeték nem helyezhető el épületen belül.
5.2. A fogyasztói vezetéket úgy kell kialakítani és méretezni, hogy a tervezett állandósult, üzemszerű állapotban a csatlakozási nyomás feleljen meg a gázfogyasztó készülék névleges üzemi nyomásának.
5.3. A csatlakozóvezeték és a fogyasztói vezeték nyomvonalát úgy kell megtervezni és védeni, hogy a gáz alá helyezés, a karbantartás, az üzemzavar-elhárítás és a vizsgálatok biztonságosan elvégezhetők legyenek.
5.4. A csatlakozóvezeték és a fogyasztói vezeték nyomvonalának a lehető legrövidebbnek kell lennie. A kötések számának a lehető legkevesebbnek kell lennie.
5.5. A csatlakozóvezetéket és a fogyasztói vezetéket az épület szerkezetein, falán bilincsezve vagy attól független csőtartókon kell elhelyezni.
5.5.1. A csőbilincsek (csőtartó szerkezetek) nem éghető anyagúak és megfelelő szilárdságúak legyenek.(SZME-G 2020.04.08 kiegészítése)
5.5.2.Falon belül falhoronyban, a fal külső felszínének közelében, burkolattal ellátva vagy elvakolva, csak a területileg illetékes földgázelosztó, vagy a vezetékes PB-gáz szolgáltató, vagy a PB-gáz forgalmazó vagy a telephelyi szolgáltató, vagy a telephelyi engedélyes, valamint a cső gyártójának előírásai szerinti kivitelben, a V.2.-V.4. táblázatok szerint lehet elhelyezni.(SZME-G 2020.04.08 kiegészítése)
5.5.3.A szabadon szerelt vezetéket csőbilinccsel kell rögzíteni legalább a következő helyeken:
a) gázmérő csatlakozás mindkét oldalán,
b) gázmérő utáni függőleges szakasz felső pontján,
c) gázfogyasztó készülékhez leágazó fogyasztói vezeték felső és alsó pontján,
a dilatációs igénybevétel miatt a tervező által meghatározott műszaki megoldással a fix és a csúszó megfogási helyeken.
(SZME-G 2020.04.17 kiegészítése)
5.5.4. A bilincsek megfogási távolságai épület külső falára vagy épületen belül szabadon szerelt acél cső esetén
a) l”-ig 1,5 m,
b) 1” felett 2,0 m,
2”-nál nagyobb átmérők esetében a cső önhordó hosszai szerint a tervező határozza meg a megfogások, illetve alátámasztások sűrűségét és helyét. (SZME-G 2020.04.17 kiegészítése)
5.5.5. A bilincsek megfogási távolságai épület külső falára vagy épületen belül szabadon szerelt réz anyagú cső esetén
(SZME-G 2020.04.17 kiegészítése)

5.6. A fogyasztói vezeték hőhatás elleni védelmét biztosítani kell, ha a gázfogyasztó készülék, vagy a gázfelhasználó technológiai rendszer arra káros hőhatással lehet.
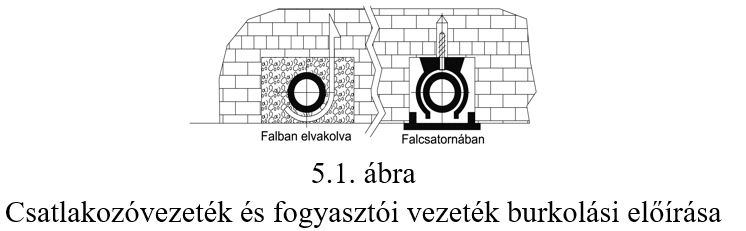
5.7. A csatlakozóvezeték és a fogyasztói vezeték rejtett kivitelű szerelése az 5.7.1-5.7.4. pontban meghatározott szempontok szerint is tervezhető és kivitelezhető:
5.7.1. A takaró burkolat kialakításának olyannak kell lennie, hogy alatta a vezeték biztonsággal elférjen, a hőtágulásból eredő méretváltozást ne akadályozza.
5.7.2. Az elvakolt vezetéket korrózióvédelemmel kell ellátni.
5.7.3. A vezetékeket a mechanikai sérülésektől védeni kell.
5.7.4. Ahol az acélcső teljes felületéhez szerelt állapotban nem lehet hozzáférni, a csövet a felszerelés vagy a használatbavétel előtt a teljes felületén korrózióvédelemmel kell ellátni.
5.7.5 Csatlakozóvezeték és fogyasztói vezeték rejtett szerelése és annak átalakítása tervköteles tevékenységnek minősül. A kivitelezett csatlakozóvezeték és fogyasztói vezeték elvakolása, eltakarása, eredményes műszaki biztonsági ellenőrzést követően történhet. Az ilyen csatlakozóvezeték és fogyasztói vezeték nyomvonalának mindenkori azonosíthatóságát biztosítani kell.
(SZME-G 2020.04.17 kiegészítése)
5.7.6. A takaró burkolat anyaga lehet fa, műanyag, vagy fém. Kialakítása (ld. 5.1. ábra) olyan legyen, hogy alatta a vezeték biztonsággal elférjen, illetve a hőtágulásból eredő méretváltozást ne akadályozza.
5.8. A 0,8-nál nagyobb relatív sűrűségű gázok vezetékeit jól szellőzött helyen, szabadon szerelve kell elhelyezni. Ha a padlócsatornába való szerelés elkerülhetetlen, akkor a csővezeték csatornáját homokkal fel kell tölteni, vagy a csatornába gázérzékelőket kell felszerelni. A felszerelt gázérzékelő gázszivárgás esetében ARH 20% értékénél vészjelzést ad, és az ARH 40% értékénél az üzemelést letiltja.
5.9. A 0,8-nál nagyobb relatív sűrűségű gázt szállító csővezetékeket talajszintnél mélyebb padozatú helyiségen (pince, alagsor) átvezetni csak a két végén szellőzőcsővel ellátott védőcső alkalmazásával lehet. A padlócsatornának jól szellőzőnek kell lennie. A padlócsatornát úgy kell kialakítani és elhelyezni, hogy abba üzemszerűen folyadék ne juthasson, az üzemzavar miatt bejutó folyadék pedig meghatározott helyre kifolyjon.
5.10. A padlócsatorna-szakasznak, amelyben fogyasztói vezeték üzemel, gáztömören elválasztottnak kell lennie az olyan padlócsatorna-szakasztól, amelyben nincs gázvezeték. Üreges, túlnyomás nélküli közművezeték és erősáramú kábel a gázvezetéket tartalmazó padlócsatornában nem lehet, és azt csak védőcsőben keresztezheti. A vezeték rögzítését és nyomvonalát úgy kell kialakítani, hogy abban káros mechanikai feszültség ne ébredjen.
5.11. A csővezetékben alkalmazott mechanikai kötésnek az üzemelés során fellépő várható igénybevételek káros hatásaival szemben ellenállónak kell lennie.
5.12. Padlón vagy falon a csővezetéket a legrövidebb úton, kötések nélkül kell átvezetni.
5.13. A fal- vagy padlóüregen keresztül átvezetett csővezetéket védőcsőben kell elhelyezni.
5.14. A csővezeték és a védőcső közötti gyűrűs teret időtálló víztömör lezárással és a csővezetéket a védőcsőbe helyezés előtt passzív korrózióvédelmmel kell ellátni.
5.15. Az acél anyagú csatlakozóvezetéket, fogyasztói vezetéket lezárt falhoronyba, vagy védőcsőbe helyezése előtt passzív korrózióvédelemmel kell ellátni.
5.16. A passzív korrózióvédelem megfelelőségét a festéssel történő korrózióvédelem kivételével műszeres méréssel kell vizsgálni, megfelelőségét jegyzőkönyvben kell dokumentálni.
5.16 Az aktív korrózióvédelem megfelelőségét műszeres méréssel kell vizsgálni, megfelelőségét jegyzőkönyvben kell dokumentálni.
(SZME-G 2020.04.08 módosítása)
5.17. A védőcsőbe helyezés előtt el kell végezni a szigetelés elektromos átütés elleni vizsgálatát.
5.18. A csatlakozóvezeték és a fogyasztói vezeték korrózióvédelméről az üzembe helyezést követően az ingatlan tulajdonosa köteles gondoskodni.
5.19. Csatlakozóvezeték és fogyasztói vezeték nem helyezhető el:
a) szellőző aknában,
b) szellőzővezetékben,
c) szellőző gépházakban, ha a helyiségből történik a légbeszívás,
d) felvonógépházban védelem nélkül,
e) épület alatt földben,
f) hűtőtérben és hűtőhelyiségben,
g) a villamos elosztói berendezések és alállomások helyiségeiben,
h) olyan helyiségben, ahol a gázfogyasztó készülékek és a gázfelhasználó technológia együttes hőterhelése nagyobb, mint 140 kW, kivéve az azt ellátó vagy a helyiség fűtését biztosító gázfogyasztó készülék fogyasztói vezetékét,
i) a 0,4 kV-nál nagyobb feszültségű erősáramú berendezést tartalmazó helyiségben, kivéve a helyiség fűtését szolgáló gázfogyasztó készülék gázellátását.
j) égéstermék-elvezetőben és az ezek befogadására szolgáló járatban,
k) levegő-bevezetőben és az ezek befogadására szolgáló járatban,
l) a lakások és helyiségek bérletére, valamint az elidegenítésükre vonatkozó egyes szabályokról szóló 1993. évi LXXVIII. törvényben meghatározottak szerint önkormányzati, illetőleg állami tulajdonban lévő életvédelem céljára épített, vagy ilyen célra kijelölt helyiségekben, az abban elhelyezett gázfogyasztó készülék gázellátását biztosító fogyasztói vezeték kivételével.
(SZME-G 2020.04.17 kiegészítése)
5.20. A választható anyagok az 5.20.1. – 5.20.3. táblázatokban foglaltak szerint:
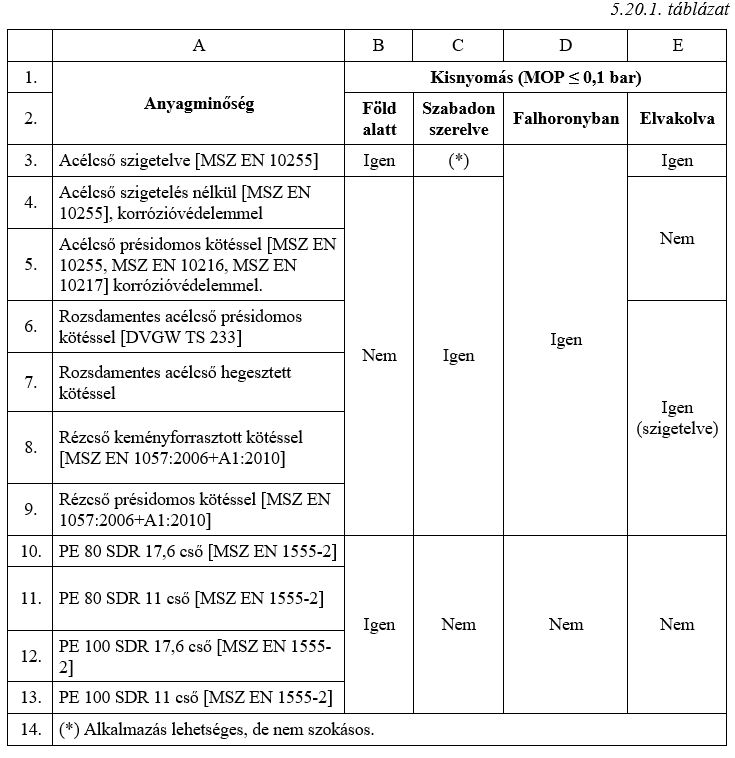
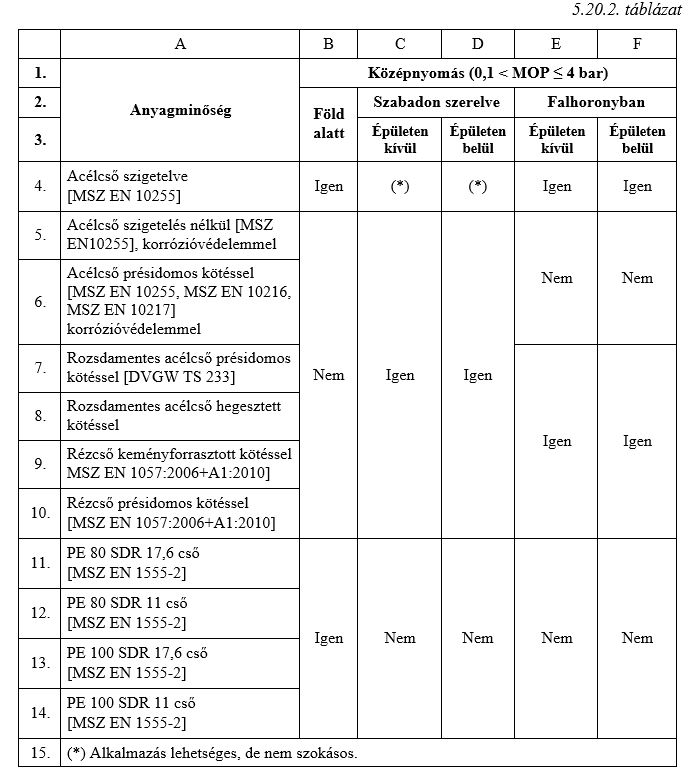
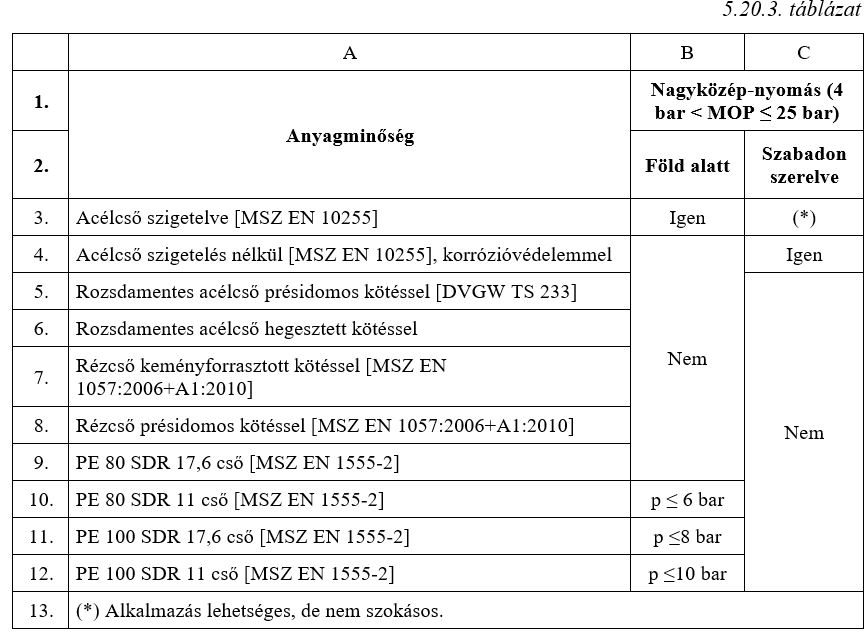
a) acél csőanyagok:
aa) a vezeték létesítéséhez felhasznált csőanyag feleljen meg a V.2. – V.3. táblázatokban megadott vagy ezzel egyenértékű más műszaki előírás szerinti csőanyagoknak,
ab) a felhasznált anyagoknak rendelkezniük kell a megfelelőséget igazoló gyártó teljesítménynyilatkozatával,
ac) bontott csövet gázvezeték építéshez felhasználni tilos,
ad) nem használható fel olyan cső, amelynek felületét a tárolás során bekövetkezett korrózió szemcséssé tette,
ae) Iránytörések készíthetők hajlítással vagy teljesítménynyilatkozattal igazolt hegesztett vagy préselt idomok beépítésével. Hajlítás során a cső keresztmetszete nem csökkenhet és körkörössége nem torzulhat.
b) rézcső és csőidom anyagok:
ba) az alkalmazott csőanyag (présidomos vagy tokos kötésű forrasztott) feleljen meg az MSZ EN 1057:2006 (Réz és rézötvözetek. Varrat nélküli, körszelvényű rézcsövek vízhez és gázhoz, egészségügyi és fűtési alkalmazásra) szabvány előírásainak, vagy ezzel egyenértékű más műszaki előírásnak,
bb) a csőanyag keménységi fokozata szabadon szerelt vezetéknél „kemény” (R 290) vagy „félkemény” (R 250), rejtett szerelésnél „lágy” (R 220) fokozatú is lehet. Falvastagsága 28 mm csőátmérőig legalább 1,0 mm, 28 mm-nél nagyobb és legfeljebb 42 mm csőátmérő esetében legalább 1,2 mm, 42 mm-nél nagyobb és legfeljebb 89 mm csőátmérő esetében legalább 2 mm, 89 mm csőátmérő felett 108 mm csőátmérővel bezárólag legalább 2,5 mm legyen,
bc) a tokos kötésű forrasztott vezeték szerelésénél felhasznált idomok az MSZ EN 1254-1 (Réz és rézötvözetek. Csővezeték armatúra. 1. rész: Szerelvények rézcsőhöz kapillárisan lágy vagy kapillárisan kemény forrasztható véggel) szabvány előírásainak, vagy ezzel egyenértékű más műszaki előírásnak feleljenek meg,
c) rozsdamentes cső és csőidom: mind présidomos, mind tompa illesztésű hegesztett kötéssel alkalmazható a megadott nyomáshatáron belül;
d) polietilén cső és csőidom: Kizárólag földbe fektetve, épületen kívül alkalmazható, talajszint fölé vezetése acél anyagú védőcsőben szerelve megengedett.
e) az acélcső feleljen meg az MSZ EN 10255 (Hegesztésre és menetvágásra alkalmas ötvözetlen acélcsövek. Műszaki szállítási feltételek), vagy az MSZ EN 10216 (Varrat nélküli acélcső), vagy az MSZ EN 10217 (Hegesztett ötvözetlen acélcső) szabvány előírásainak, vagy ezzel egyenértékű más műszaki előírásnak.
f) Hegesztett kötéssel, hagyományos módon történő kivitelezés esetén acélcsövek az MSZ EN 10220 (Varratnélküli és hegesztett acélcsövek. Méretek és hosszegységenkénti tömegek) szabvány és az MSZ EN 10296-1 (Hegesztett acélcsövek mechanikai és általános műszaki célra. Műszaki szállítási feltételek. 1. rész: Ötvözetlen és ötvözött acélcsövek) szabvány szerinti 2. minőségi csoportúak, 16 bar üzemi nyomásnál nagyobb nyomású acélcsövekre az MSZ EN 1594 (Gázinfrastruktúra. 16 bar-nál nagyobb üzemi nyomású csővezetékek. Műszaki követelmények) szabvány vagy ezekkel egyenértékű más műszaki előírás szerintiek legyenek.
g) rozsdamentes acélcső: mind présidomos, mind tompa illesztésű hegesztett kötéssel alkalmazható a megadott nyomáshatáron belül.
h) a rézcsőre vonatkozó követelmények szabványai:
ha) MSZ EN 1057 (Réz és rézötvözetek. Varrat nélküli, kör szelvényű rézcsövek víz és gáz részére, egészségügyi és fűtési alkalmazásra),
hb) MSZ EN 1254-1 (Réz és rézötvözetek. Csővezeték armatúra. 1. rész: Szerelvények rézcsőhöz kapillárisan lágy vagy kapillárisan kemény forrasztható véggel),
hc) pr EN 1254-7 (Présidomos végű szerelvények fémcsövekhez),
A felsorolt szabványokkal egyenértékű más műszaki előírásnak megfelelő rézcső alkalmazása megengedett.
(SZME-G 2020.04.17 kiegészítése)
5.21 A csatlakozóvezeték, fogyasztói vezeték és telephelyi vezeték létesítésének alapját a területileg illetékes földgázelosztó, a vezetékes PB-gáz szolgáltató, a telephelyi szolgáltató, telephelyi engedélyes vagy a PB-gáz forgalmazó által felülvizsgált és műszaki-biztonsági szempontból kivitelezésre alkalmasnak minősített kiviteli terv képezi.
5.22.1. A csatlakozóvezeték, a fogyasztói vezeték, a telephelyi vezeték csőkötéseinél hegesztett kötéstechnológiát vagy kijelölt szervezet által tanúsított más kötéstechnológiát lehet alkalmazni.
5.22.2 Menetes, karimás, roppantó-gyűrűs, hollandi anyás kötés csak szerelvényekhez, idomokhoz, mérőelemekhez, szigetelő közdarabokhoz, műszerekhez és karimás csővég lezárásokhoz alkalmazható.
5.22.3. Meglévő fogyasztói vezeték átalakításakor 1db menetes kötés alkalmazása megengedett a hegesztéssel készült fogyasztói vezetékszakasz és más technológiával készülő vezetékszakaszok között, illetve a használaton kívül helyezett gázfogyasztó készülékek vezetékeinek leágazásainál.
5.22.4 A használaton kívül helyezett fogyasztói vezetékszakasz megmaradó hossza legfeljebb 0,2 m lehet. Egy fogyasztói vezetéken legfeljebb kétféle kötési technológia alkalmazható. A gáz áramlási irányának figyelembevételével acélból készült vezetékszakasz után réz alapanyagú vezeték az elektrokémiai korrózió kizárása mellett alkalmazható, fordítva nem.
(SZME-G 2020.04.17 kiegészítése)
6. A hegesztésre vonatkozó sajátos követelmények
6.1. Az acél anyagú csatlakozóvezeték, fogyasztói vezeték és telephelyi vezeték hegesztésének sajátos követelményei
6.1.1. Mindazon acél vezetékeknél, ahol harmadik fél által vizsgáztatott és tanúsított hegesztő végezhet hegesztési munkát, a hegesztést a hegesztéstechnológia vizsgálatával igazolt gyártói hegesztési utasításnak megfelelően kell végezni.
6.1.2. A DN 25-nél nagyobb méretű nagy-középnyomású, a DN 50-nél nagyobb méretű középnyomású és a DN 100-nál nagyobb méretű kisnyomású csatlakozóvezeték, fogyasztói vezeték, telephelyi vezeték hegesztését tanúsított ív- vagy lánghegesztő végezheti. A hegesztés kivitelezőjének rendelkeznie kell hegesztési felelőssel, valamint a hegesztési tevékenység helyszíni irányításával írásban megbízott hegesztésirányítóval.
A tanúsítás az MSZ EN ISO 9606-1 Hegesztők minősítése. Ömlesztőhegesztés 1. rész: Acélok nemzeti szabvány alapján történik.
SZME-G 2020.04.17.
6.1.3. A 6.1.2. pontban meghatározottaktól eltérő esetkörökben a gázszerelők és gázkészülék-javítók tevékenysége folytatásának részletes feltételeiről, az e tevékenységek bejelentésének és nyilvántartásának rendjéről, valamint az e tevékenységekre vonatkozó kötelezettségek be nem tartásának esetén alkalmazandó jogkövetkezményekről szóló miniszteri rendeletben nevesített gázszerelő is jogosult a csatlakozóvezeték, a fogyasztói vezeték, és a telephelyi vezeték kivitelezésére.
6.1.4. A DN 25-nél nagyobb méretű nagy-középnyomású, a DN 50-nél nagyobb méretű középnyomású és a DN 100-nál nagyobb méretű kisnyomású csatlakozóvezeték, fogyasztói vezeték, telephelyi vezeték hegesztése esetén hegesztési naplót kell vezetni.
6.1.5. A hegesztési naplónak tartalmaznia kell:
a) a vezeték megnevezését, azonosító adatait,
b) a hegesztőberendezés típusát, azonosító jelét,
c) a hegesztés időpontját,
d) az alapanyag megnevezését (cső vagy idom), anyagminőségét és méretét,
e) a hozaganyag megnevezését, az alkalmazott hegesztési eljárást,
f) a környezeti jellemzőket,
g) a hegesztő nevét, azonosító jelét,
h) a gázszerelő igazolványának számát, tanúsított hegesztők esetében a hegesztő tanúsítványának számát, keltét és érvényességét,
i) a varrat azonosító sorszámát, nemét,
j) a varratok szemrevételezéses ellenőrzésének eredményét és
k) a varrat minősítését,
l) a varraton végzett javítások tényét,
m) a javítások eredményét,
n) varrattérképet,
o) a hegesztést végzők és a hegesztésirányító aláírását.
6.1.5. A hegesztési naplónak tartalmaznia kell:
a) a vezeték megnevezését, azonosító adatait,
b) a hegesztőberendezés típusát, azonosító jelét, munkavédelmi ellenőrzésének érvényességét, műszerek kalibrálásának érvényességét,
c) a hegesztés időpontját,
d) az alapanyag megnevezését (cső vagy idom), anyagminőségét és méretét, annak teljesítménynyilatkozata alapján;
e) a hozaganyag megnevezését, az alkalmazott hegesztési eljárást MSZ EN ISO 9606-1 Hegesztők minősítése. Ömlesztőhegesztés 1. rész: Acélok nemzeti szabvány alapján;
f) a környezeti jellemzőket,
g) a hegesztő nevét, azonosító jelét,
h) a gázszerelő igazolványának számát, tanúsított hegesztők esetében a hegesztő tanúsítványának számát, keltét és érvényességét és annak igazolását, hogy a hegesztő tanúsítványának érvényesítése a hegesztési felelős által fél évenként az adott hegesztési eljárással végzett munkája alapján megtörtént;
i) a varrat azonosító sorszámát, nemét,
j) a varratok szemrevételezéses ellenőrzésének eredményét és
k) a varrat minősítését,
l) a varraton végzett javítások tényét,
m) a javítások eredményét,
n) varrattérképet,
o) a hegesztést végzők és a hegesztésirányító (kivétel egyéni vállalkozóként munkát végző gázszerelő esetét) aláírását.
6.1.6. A csatlakozóvezeték, fogyasztói vezeték és a telephelyi vezeték hegesztése alkalomszerű tűzveszélyes tevékenységnek minősül, azt az előzetesen írásban, a helyszín adottságainak ismeretében meghatározott feltételek alapján szabad végezni. A feltételek megállapítása a munkavégzésre közvetlenül utasítást adó, a munkát végző személyek tevékenységét közvetlenül irányító személy feladata, ha nincs ilyen személy, a munkát végző kötelezettsége, figyelemmel az Országos Tűzvédelmi Szabályzat vonatkozó előírásaira.
SZME-G 2020.04.17. módosítása
6.2. A PE anyagú csatlakozóvezeték, fogyasztói vezeték és telephelyi vezeték hegesztésének sajátos követelményei
6.2.1. A PE anyagú vezetékek hegesztését hegesztéstechnológia vizsgálatával igazolt gyártói hegesztési utasításnak megfelelően kell végezni.
Egyéni vállalkozóként munkát végző hegesztő a hegesztést a területileg illetékes földgázelosztó minőségirányítási rendszerében elfogadott WPS alapján is végezheti.
SZME-G 2020.04.17.
6.2.2. PE anyagú vezeték hegesztését harmadik fél által tanúsított hegesztő végezheti. A hegesztés kivitelezőjének rendelkeznie kell hegesztési felelőssel, valamint a hegesztési tevékenység helyszíni irányításával írásban megbízott PE hegesztésirányítóval.
A tanúsítás történhet
a) MSZ EN 13067:2013 Műanyaghegesztők. A hegesztők minősítővizsgája. Hegesztett, hőre lágyuló műanyag szerkezetek. szabvány (A minősítés érvényessége 2+2 év), vagy a
b) 15/2012. MHT – MHtE közlemény a műanyaghegesztők minősítési rendszeréről és az elméleti tesztkérdésekről (A minősítés érvényessége 3+3 év) alapján.
SZME-G 2020.04.17.
6.2.3. A hegesztés kivitelezőjének rendelkeznie kell hegesztési felelőssel, valamint a hegesztési tevékenység helyszíni irányításával írásban megbízott PE hegesztésirányítóval, kivétel a 6.2.1. esetet.
SZME-G 2020.04.17.
6.3. A PE hegesztési varratok vizsgálatának és dokumentálásának követelményei
6.3.1. A csatlakozóvezeték, fogyasztói vezeték és a telephelyi vezeték hevítő elemes tokos-, vagy hevítő elemes nyeregidom hegesztéssel készült varratait szemrevételezéssel 100%-ban kell ellenőrizni.
6.3.2. A hegesztési varratok roncsolás-mentes vizsgálatát a tervező által előírt esetekben kell elvégezni.
6.3.3. Ha a szemrevételezéssel vizsgált varratok közül valamelyik nem megfelelőnek bizonyult, akkor azt ki kell vágni, és az új hegesztési varratot szemrevételezéssel kell ellenőrizni.
A hiba okát meg kell állapítani és intézkedni kell a hasonló esetek megelőzésére.
SZME-G 2020.04.17.
6.3.4. Ha a roncsolásmentes vizsgálat alapján a varrat nem megfelelő, akkor a nem megfelelő kötést ki kell vágni, és az új hegesztési varrat roncsolásmentes vizsgálatát el kell elvégezni.
6.3.5. A fűtőszálas idomokkal végzett hegesztéseket szemrevételezéssel 100%-ban kell ellenőrizni. Ha a szemrevételezéssel vizsgált varratok közül valamelyik nem megfelelő minősítést kapott, a nem megfelelő kötést ki kell vágni, és az új hegesztési varratot szemrevételezéssel kell ellenőrizni.
A hiba okát meg kell állapítani és intézkedni kell a hasonló esetek megelőzésére.
SZME-G 2020.04.17.
6.3.6. A vizsgált varrat vizsgálati számát vagy jelét a varrat mellett maradandóan fel kell tüntetni. A vizsgálati szám és a hegesztő azonosító jelét fel kell tüntetni a varrat vizsgálati jegyzőkönyvében és a roncsolásmentes vizsgálat felvételén is.
6.3.7. A hegesztési naplónak tartalmaznia kell:
a) a vezeték megnevezését, azonosító adatait,
b) a hegesztőberendezés típusát, azonosító jelét,
c) a hegesztés időpontját,
d) az alapanyag megnevezését (cső vagy idom), anyagminőségét és méretét,
e) a hozaganyag megnevezését,
f) az alkalmazott hegesztési eljárást,
g) a környezeti jellemzőket,
h) a hegesztő nevét, azonosító jelét,
i) a tanúsítvány számát, keltét és érvényességét,
j) a varrat azonosító sorszámát, nemét,
k) a varratok szemrevételezéses ellenőrzésének eredményét és
l) a varrat minősítését,
m) a varraton végzett javítások tényét,
n) a javítások eredményét,
o) varrattérképet,
p) a hegesztést végzők és a hegesztésirányító aláírását.
6.4 Hegesztési felelős és a hegesztésirányító PE hegesztés esetén
A hegesztési felügyeletet ellátók rendelkezzenek megfelelő képesítéssel és tapasztattal, figyelemmel azokra az esetekre, amikor a szabályzatok, szabványok és szerződések külön követelményeket támaszthatnak a hegesztésfelügyeleti személyzettel szemben, figyelemmel az MSZ EN ISO 14731 Hegesztési felügyelet. Feladatok és felelősség nemzeti szabványban foglaltakra.
6.4.1. Hegesztési felelős felelőssége
a) Felel a technológiai utasítás tartalmának helyességéért, a jogszabály vagy körülmény jelentős változása miatt annak módosításáért,
b) a hegesztést irányítók Hegesztési technológiai utasításokkal való ellátásáért (WPQR-en alapuló WPS-ek),
c) új vagy egyedi hegesztési eljárásra hegesztési technológia kidolgozásáért;
d) a hegesztők minősítéseinek előkészítéséért;
e) a minősítések meghosszabbításhoz a hegesztők munkájának figyelemmel kiséréséért, a szükséges igazolások jogszerűségéért és a hegesztés irányítók által adott dokumentumok alapján az igazolások kiadásáért.
6.4.2. Hegesztés irányítója felelős
a) az irányítása alá tartozó hegesztők hegesztési munkájának és dokumentációs tevékenységének valódiságáért;
b) az azonosító jelek szabályos használatának, továbbá hegesztő berendezések, anyagok, minősítések, bizonylatok ellenőrzéséért;
c) a lejárt minősítések érvényesítésének lejárta előtti meghosszabbításáért, újra minősítésének kezdeményezéséért;
d) a meghibásodott hegesztő berendezések javításáért, ellenőrzéséért;
e) a próbahegesztések, gyakorlóhegesztések kezdeményezéséért;
f) varratminősítések elvégeztetéséért;
g) a hegesztési felelős részére történő adatszolgáltatásért.
6.4.3 Hegesztés irányítója az lehet, aki
a) acél csatlakozóvezeték, fogyasztói vezeték, telephelyi vezeték hegesztési munkáinak helyszíni irányítására legalább középfokú gépész szakirányú képesítéssel és legalább 5 éves hegesztési szakmai gyakorlattal rendelkező olyan személy jogosult, akit erre a munkáltatója írásban megbízott, és feladatát munkaköri leírásban szabályozta;
b) PE csatlakozóvezeték, fogyasztói vezeték, telephelyi vezeték hegesztési munkáinak helyszíni irányítására és ellenőrzésére középfokú végzettséggel és PE hegesztéssel kapcsolatos képesítéssel (vizsgaköteles szervezett tanfolyami oktatás) rendelkező olyan személy jogosult, akit erre a munkáltatója írásban megbízott, és feladatát munkaköri leírásban szabályozta.
Vissza a tartalomjegyzékhez7. A PB-gáz üzemű csatlakozóvezetékek tervezésének sajátos követelményei
7.1. A 7.1. táblázatban megadott méretű csatlakozóvezetékben a folyadékfázisú gáz áramlási sebessége nem haladhatja meg a táblázatban megadott értékeket.
7.1. táblázat
| A | B | C | D | E | ||
| 1. | Vezeték névleges átmérője | 3/8” | 1/2” | 3/4” | 1” | |
| 2. | Áramlási sebesség | 0,6 m/s | 1,0 m/s | 1,0 m/s | 1,5 m/s |
7.2. A 7.1. táblázatban megadottól eltérő méretű vezetéket a csővezeték áramlási ellenállására figyelemmel méretezni kell.
7.3. A csatlakozóvezetéket méretezni kell. Az MSZ 7048-1 (Körzeti gázellátó rendszerek. Fogalom meghatározások, csoportosítás, általános követelmények) szabvány szerint méretezett, vagy azzal legalább egyénértékű megoldásokat úgy kell tekinteni, hogy azok a szilárdsági és áramlási ellenállásra vonatkozó követelményeknek megfelelnek.
7.3.1. A méretezést el kell végezni sztatikus feltöltődésre is az MSZ 16040-1 (Sztatikus feltöltődések. Fogalmak), az MSZ 16040-3 (Sztatikus feltöltődések. Veszélyességi szintek), az MSZ 16040-4 (Sztatikus feltöltődések. A védelem módjai) szabványok, vagy azzal egyenértékű más műszaki megoldásnak megfelelően.
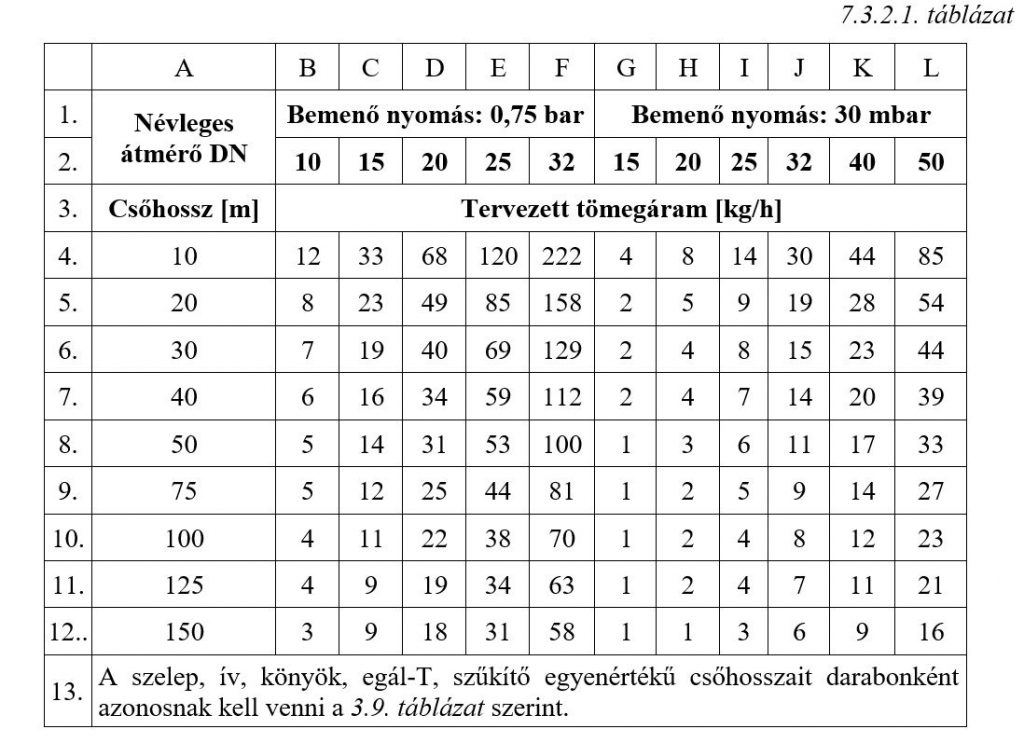
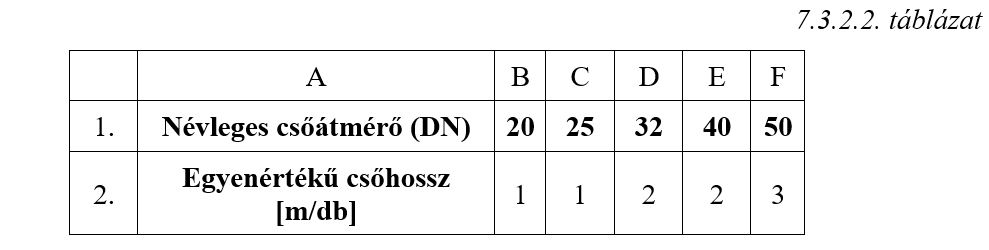
7.3.2. A névleges vezetékátmérőt (DN) a szabvány alapján történő méretezéstől eltérően a 7.3.2.1. táblázat, valamint a beépített idomok és szerelvények egyenértékű csőhosszai a 7.3.2.2. táblázatban foglalt értékeinek figyelembevételével – az átvitt tömegáram ismeretében – vagy más műszaki előírással is meghatározható.
7.4. A méretezés során a számított nyomásesés a névleges üzemi nyomás 10%-át nem haladhatja meg.
7.5. A csatlakozóvezetéknek a PB-gáz tartályról záró szerelvénnyel leválaszthatónak kell lennie.
7.6. A csatlakozóvezetéket a PB-gáz tartályhoz feszültségmentesen kell csatlakoztatni.
7.7. A folyadékfázisú csatlakozóvezeték minden bezárható és kiszakaszolható szakaszába hőtágulási lefúvató szelepet kell beépíteni, melynek nyitónyomás értéke:
a) 15,6 bar, ha a vezetékben nincs nyomásfokozó szivattyú, és
b) 25 bar, ha a vezetékben van nyomásfokozó szivattyú.
A folyadékfázisú gázcsatlakozó-vezetékek bezárható és kiszakaszolható szakaszába beépített hőtágulási lefúvató szelep kibocsátása 1-es zónát eredményez, melynek kiterjedését és alakját a tervezőnek az MSZ EN 60079-10-1 [Robbanóképes közegek. 10-1: rész: Térségbesorolás. Robbanóképes gázközegek (IEC 60079-10-1)] szabvány, vagy azzal egyenértékű más műszaki megoldás előírásai alapján kell meghatároznia.
SZME-G 2020.04.17.
7.8. A 7.7. pontban foglaltak alkalmazása szempontjából a csatlakozás méretét a bezárható folyadéktérfogat függvényében a 7.2. táblázat szerint kell megválasztani.
7.2. táblázat
| A | B | ||
| 1. | A bezárt folyadéktérfogat [dm3] | A hőtágulási lefúvató szelep csatlakozó menetmérete | |
| 2. | V ≤ 2 | 3/8” | |
| 3. | 4 ≥ V ≥ 10 | 1/2” | |
| 4. | V ≥ 10 | 3/4” |
7.9. Folyadékfázisú csatlakozóvezeték kizárólag acél anyagú lehet.
7.10. Az acél anyagú csatlakozóvezeték térszint alatti szakaszában csak hegesztett kötés alkalmazható.
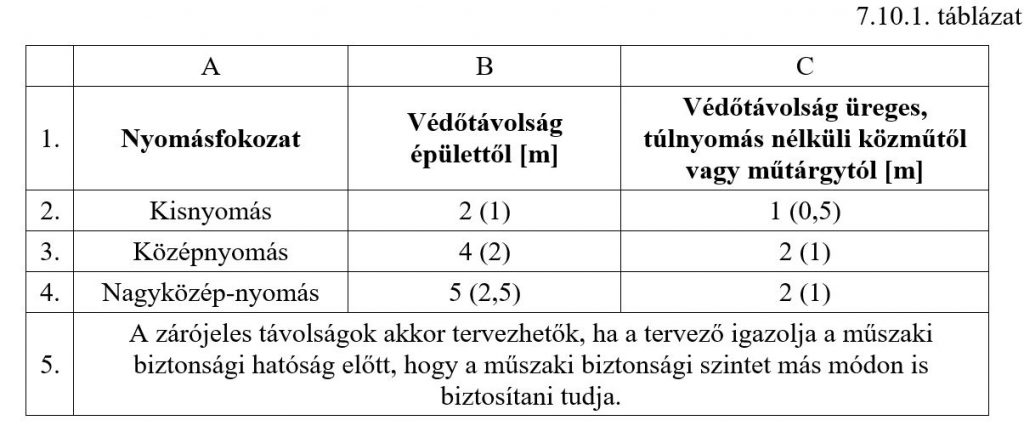
A csatlakozóvezetéket a 7.10.1. táblázatban meghatározott védőtávolságok betartásával kell vezetni. Kivétel az épület fala, ha azt merőlegesen közelíti meg
PB-gáz csatlakozóvezeték tartozékainak védőtávolságát a tervező a robbanásveszélyes övezet határának kiszámításával, azzal azonos méretűre határozza meg.
SZME-G 2020.04.17.
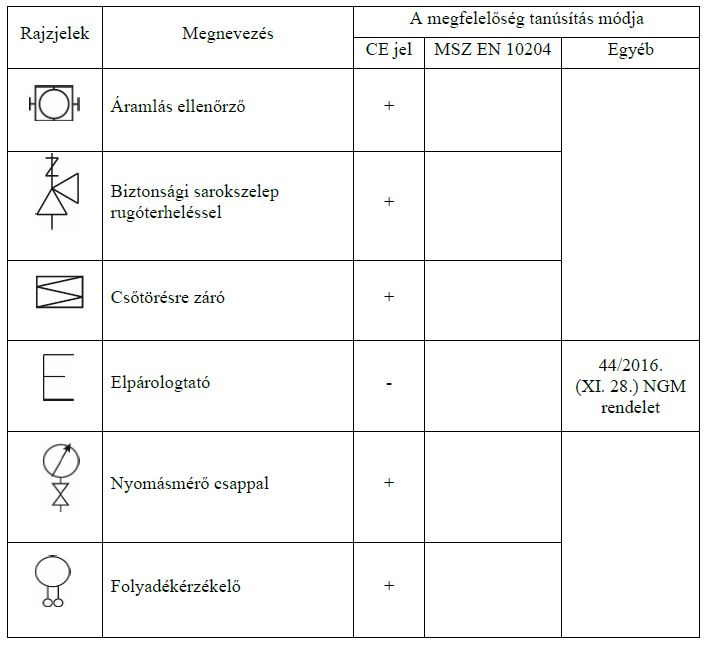
7.11. A csatlakozóvezeték tartozékai rendelkezzenek CE megfelelőségi jelöléssel és az ehhez tartozó gyártói teljesítménynyilatkozatokkal, feleljenek meg a tervezési nyomásnak.
7.12. A tartozékok gázzal érintkező részeinek pentánállónak, nyomásálló részeinek anyagának PB-gázra alkalmasnak, -20 ˚C-on KV27J szavatolt ütőmunkájúaknak kell lenniük.
7.12.1. PB-gáz csatlakozóvezeték tartozékainak védőtávolságát a tervező a robbanásveszélyes zóna határainak és a veszélyt jelentő mechanikai hatások forrásainak távolsága figyelembevételével úgy határozza meg, hogy a védőtávolság az egyes zónák és hatások távolságának burkológörbéje, ha a zónahatárok egymást 0,5 m-nél jobban megközelítik, egyébként egyedi védőtávolságok keletkeznek.
7.12.2.Ha a kibocsátóforrás zónája tér-, illetve padlószint alatt lévő területet érint, a zóna alakját és méretét a zárt térre vonatkozó MSZ EN 60079-10-1 [Robbanóképes közegek. 10-1: rész: Térségbesorolás. Robbanóképes gázközegek (IEC 60079-10-1)] szabvány, vagy azzal egyenértékű más műszaki előírás szerint kell meghatározni.
Szabadtérre vonatkozó számítást kell alkalmazni, ha a tér-, illetve padlószint alatt lévő terület szabadtérbe kiszellőztetett. A számított zónára a kockázatot az MSZ EN ISO 12100 (Gépek biztonsága. A kialakítás általános elvei. Kockázatértékelés és kockázatcsökkentés) szabvány, vagy azzal egyenértékű más műszaki megoldás előírásai alapján értékelni kell, és az elfogadható kockázatot adó biztonsági intézkedéseket meg kell adni.
Nem kell kockázatot értékelni, ha gázérzékelőt terveznek a tér-, illetve padlószint alatt lévő területbe, ami az alsó robbanási határkoncentráció (ARH) 20 %-ánál vészjelzést ad az üzemeltetőnek, és ARH 40 %-nál a gyújtóforrásként számításba vehető elektromos berendezéseket feszültség mentesíti, továbbá 10-nél nagyobb légcsere számot eredményező befúvásos szellőztetést indít.
7.12.3 A vészszellőző berendezés szerkezetileg és működés szempontjából független legyen a helyiség szellőző rendszerétől.
7.12.4. Az égési- és az üzemi szellőztető levegő be- és kivezetésére a szabadból nyíló, illetve a szabadba vezető nem éghető anyagú csatornát vagy nyílást kell kialakítani, melynek szabadba nyíló végén zsalu, huzalháló vagy rács legyen.
7.12.5. Ha a szellőztető levegő útvonalában szabályozó- vagy záró szerkezet van, biztosítani kell, hogy a szerkezet zárt állapotában a gázfogyasztó készülék ne legyen üzemeltethető.
7.12.6. A fogyasztói vezetékben elhelyezett automatikus záró szerelvény zárt állapotban legyen, ha a szellőzőberendezés nem üzemel, vagy zárjon le, ha a berendezés üzem közben meghibásodik.
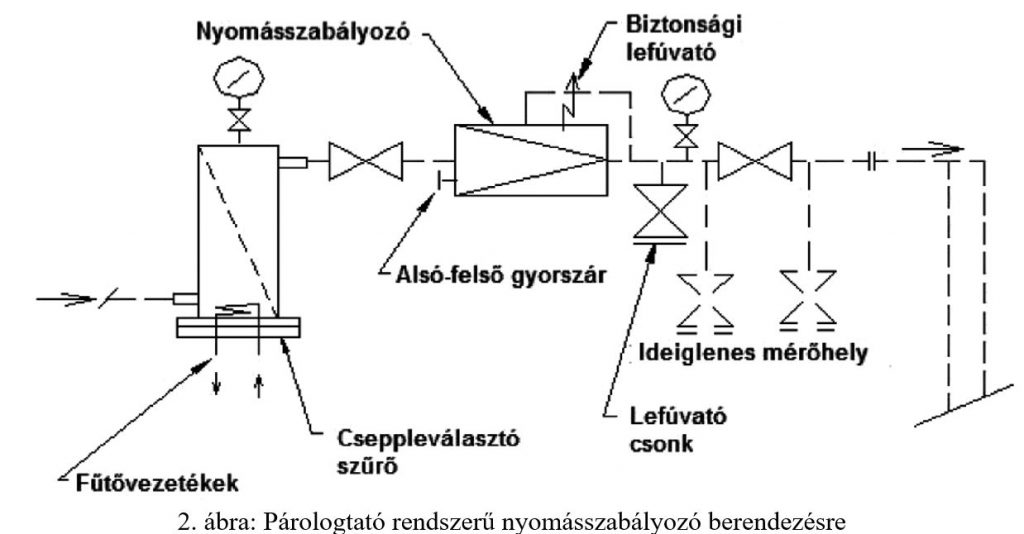
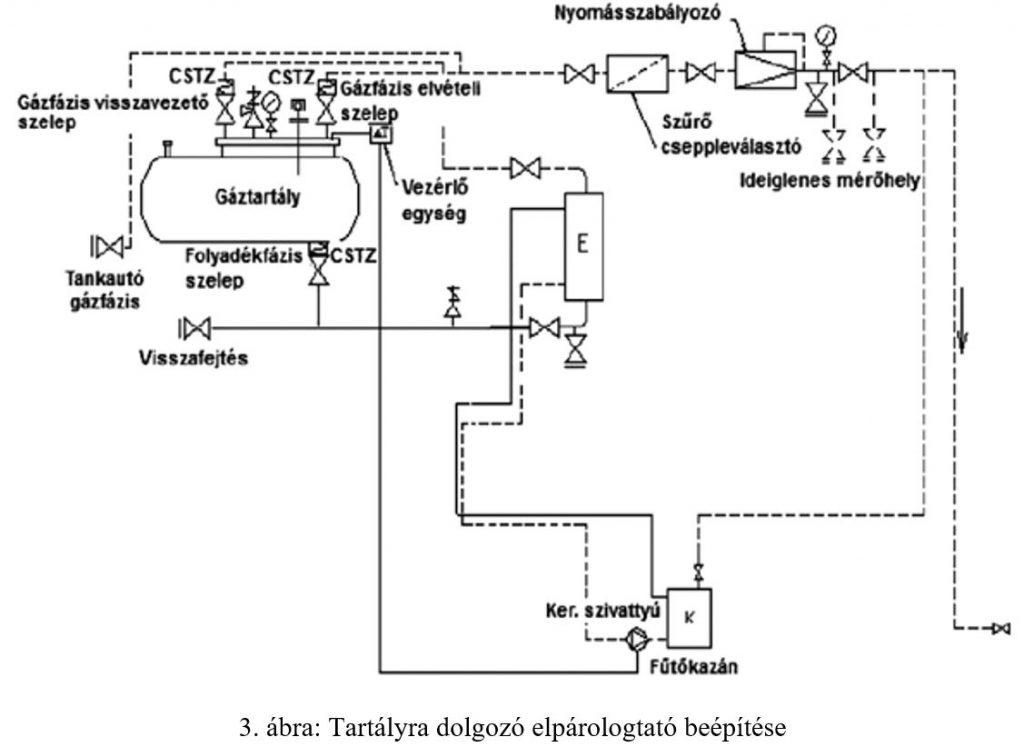
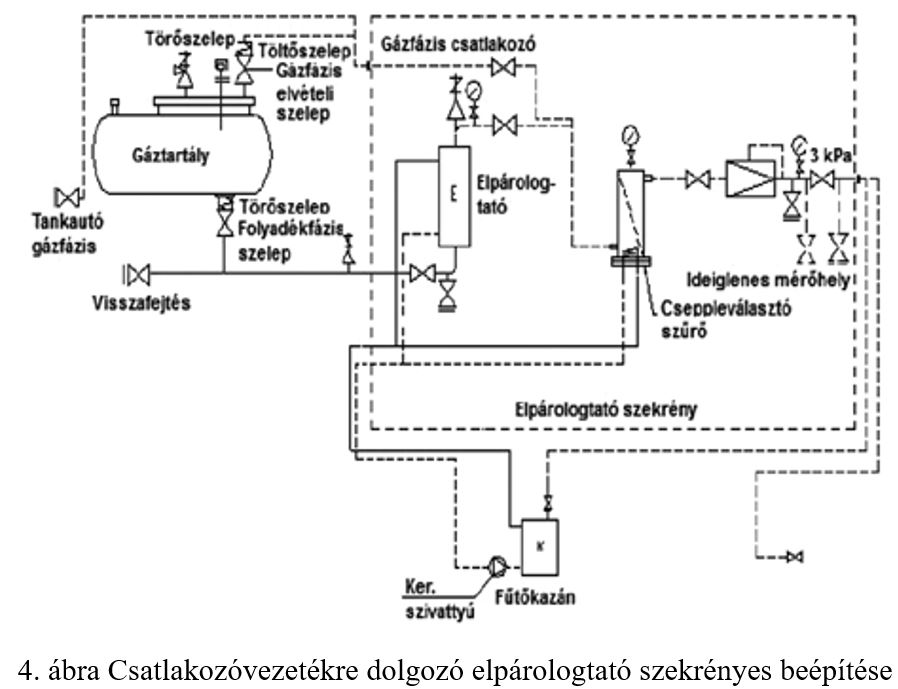
7.13. Az elpárologtató berendezés csővezetékének bekötését, fűtését, vezérlését és védelmét a gyártó utasításainak megfelelően kell tervezni.
7.14. Az elpárologtató berendezés biztonsági lefúvató szellőzőnyílása kivezetésénél az 1-es zóna méretét és alakját a tervező határozza meg.
7.15. A csatlakozóvezetékre dolgozó elpárologtató berendezés kilépő csonkjára cseppleválasztót kell beépíteni, vagy a gáznyomás-szabályozóig terjedő vezetékszakasznak az elpárologtató berendezésre kell lejtenie.
7.16. A közvetítő közeg hőmérséklete nem lehet nagyobb 80 °C-nál.
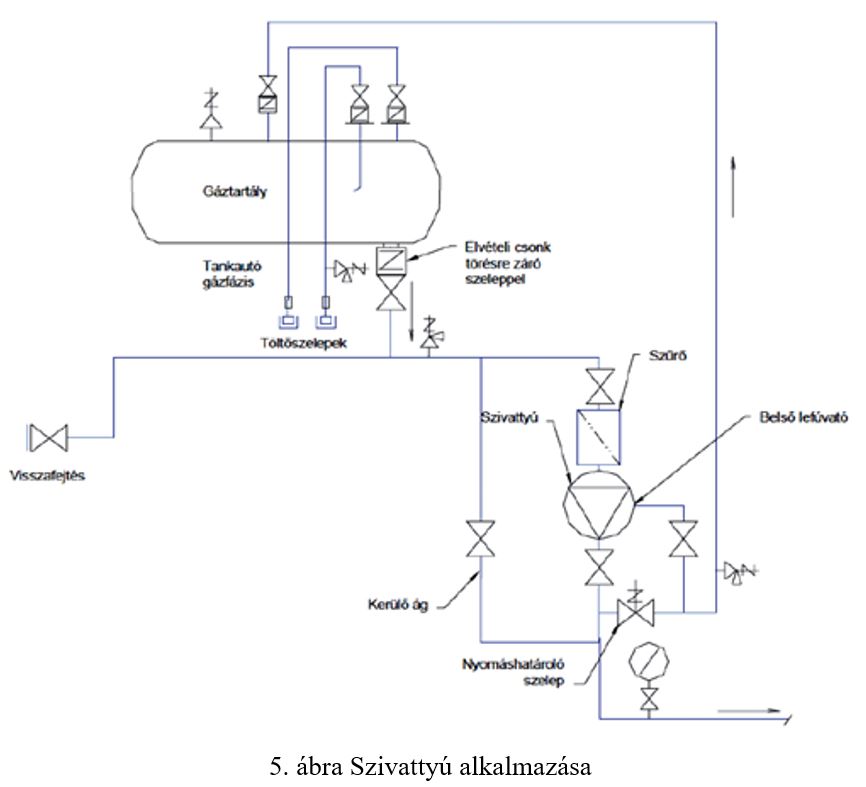
7.17. A csatlakozóvezetékbe beépített szivattyúegység tervezési nyomásának szívóoldalon 25 bar, nyomóoldalon 32 bar nyomásfokozatúnak kell lennie.
7.18. Az alkalmazott szerelvények névleges nyomásának szívóoldalon legalább 32 bar, nyomóoldalon legalább 40 bar értékűnek kell lennie.
7.19. A szivattyúegység kiszakaszolhatóságát a tervezőnek kell meghatároznia.
7.20. Több szivattyú beépítésekor meg kell akadályozni a nem kívánt irányú anyagáramlást.
7.21. A szivattyú által szállított fölös anyagmennyiséget a tartály külön csonkjára kell visszavezetni. Ebbe a vezetékszakaszba kell szerelni a kívánt szekunder differenciál nyomást határoló szerelvényt.
7.22. A nyomóágba folyadékcsillapítású nyomásmérőt kell beszerelni.
7.23. A szivattyú beömlő csonkja szintjének a tartály alsó alkotója alatt kell lennie.
7.24. A szivattyú szívóvezetékének átmérője legalább a szivattyú csatlakozó méretének megfelelőnek kell lennie.
7.25. Felszívó szivattyús rendszernél külön emelő és külön nyomásfokozó szivattyút kell alkalmazni. A szivattyúk szárazon futását meg kell akadályozni.
7.26. A szivattyúházat 2-es zónába kell sorolni. Erre és az egység egyéb csőcsatlakozásaira, valamint hőtágulási lefúvatóira a tervezőnek együttes zónahatárt kell meghatároznia.
7.27. A szivattyú hajtómotorjának és csatlakozásának alkalmasnak kell lennie a robbanóképes környezetben való üzemeltetésre, az érintésvédelmének meg kell felelnie az alkalmazás körülményeinek. Az MSZ EN 60079-14 [Robbanóképes közegek. 14. rész: Villamos berendezések tervezése, kiválasztása és szerelése (IEC 60079-14)] szabványban előírtaknak megfelelő megoldásokat úgy kell tekinteni, hogy azok megfelelnek e pont követelményeinek.
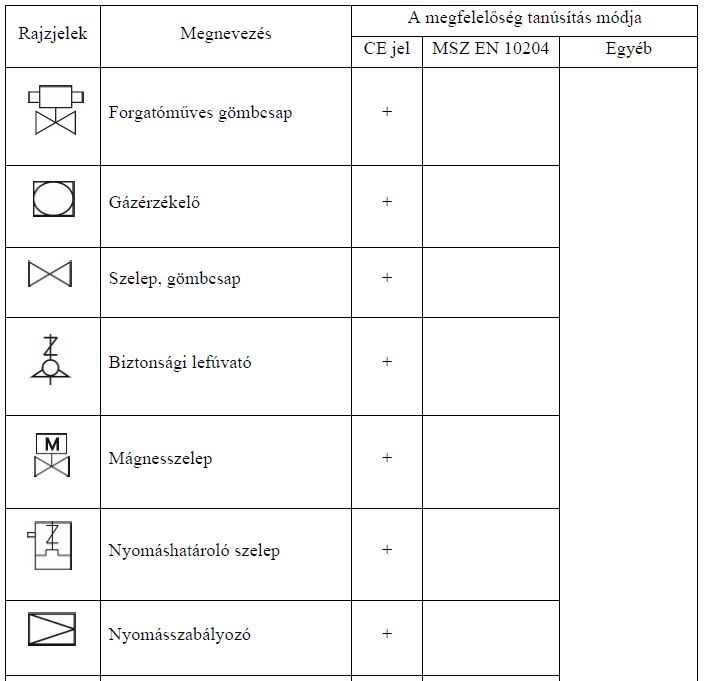
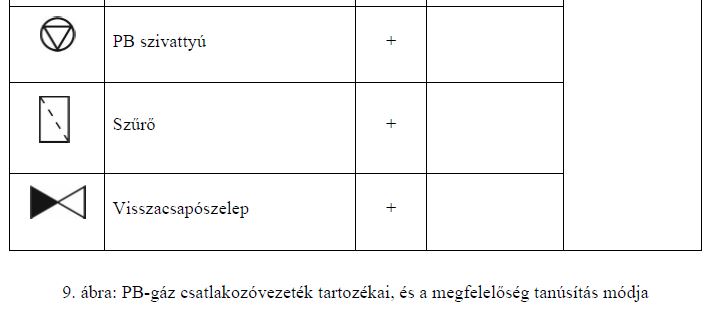
7.28. Elzáró szerelvényként gömbcsapot vagy hajtóműves gömbcsapot, áramlás- és gáznyomás-szabályozó szerelvényként szelepet kell betervezni.
7.28.1. A kiviteli tervnek tartalmaznia kell a beépítendő tartozékok minden lényeges paraméterét, így záró szerelvénynél a megkívánt minimális záró nyomás értéket, áramláskorlátozónál a záró értéket, nyomásmérőnél a méréshatárt, az osztálypontosságot, a skála átmérőjét és a kivitelt, szűrőnél a szűrőelem lyukméretét, mágnes szelepnél a maximális záró nyomást, nyomáshatároló szelepnél az áteresztőképességet.
7.28.2.Általában karimás vagy karimapár közé szerelhető szerelvényeket és tartozékokat kell alkalmazni.
7.28.3. A tervező adja meg a kötési módokat és az alkalmazható tömítőanyagokat.
7.29. A gázkoncentráció jelzőberendezés érzékelőjét a talajszint fölött legfeljebb 0,2 m magasságban kell elhelyezni úgy, hogy szennyeződés és hó a gáz hozzááramlását ne gátolja.
7.30. Biztosítani kell a gáznak a levegőellátó vonalon keresztül történő visszaáramlásának megakadályozását.
7.31. Gáznyomás-szabályozókra vonatkozó előírások
7.31.1 PB-gáz csatlakozóvezetékben a következő egységekkel kialakított gáznyomás-szabályozó állomásokat kell alkalmazni:
a) primer és szekunder oldali elzáró szerelvények,
b) szűrő,
c) felső-, és a műszaki-biztonsági szempontból kivitelezésre alkalmasnak minősített tervben előírt esetben alsó nyomáshatáron is záró gyorszár,
d) gáznyomás-szabályozó, mely egy- és kétfokozatú lehet,
e) biztonsági lefúvató.
7.31.1 Kétfokozatú kivitelű gáznyomás-szabályzó esetében – ha a két fokozat nem egybeépített – az első fokozat nagyközép-nyomásról (15,6 bar) középnyomásra (0,5 bar), a második fokozat középnyomásról kisnyomásra (30, 50, 100 mbar) szabályozzon.
7.31.2 Általános követelmények a gáznyomás-szabályozó beépítésekre vonatkozóan
7.31.2.1.A nyomásszabályozó primer csatlakozóvezetéke a tartályra vagy a cseppleválasztóra lejtsen, és minimális gáztérfogatú legyen. Átmérője a gáznyomás-szabályozó csatlakozóméretének megfelelő legyen.
7.31.2.2. Gáznyomás-szabályozó szabadban, szekrényben vagy épületben talajszint fölött helyezhető el. Épületben történő elhelyezés esetén a nyomásszabályozó szellőzőnyílását azonos átmérőjű csővezetékkel a szabadba kell vezetni. A szellőzőnyílás alsó éle a terepszint felett legalább 0,4 m-re és csapadéktól védett legyen.
7.31.2.3. A biztonsági lefúvató szellőzőnyílása – kivezetésnél a szellőzőcső vége – elsőrendű kibocsátó forrás, 1-es zónát eredményez, melynek méretét és alakját a tervezőnek meg kell határoznia.
7.31.2.4. A csatlakozóvezetékbe tartalék nyomásszabályozó is beépíthető. A tartalék nyomásszabályozó ágba beépített nyomásszabályozó beállítási értéke az üzemelő nyomásszabályozó beállítási értékétől lefelé az osztálypontosság pozitív tűrésénél +10 %-kal térjen el.
7.31.2.5 A nyomásszabályozó szekunder oldaldali vezetékszakaszába, attól legalább 5 x DN távolságra, nyomásmérő műszert és biztonsági lefúvatót kell betervezni, melyek üzem alatti cseréjét elzáró szerelvények beépítésével biztosítani kell.
7.31.2.6. 50 kg/h tömegáramnál nagyobb teljesítményű nyomásszabályozó kilépő ágára a nyomásszabályozót megkerülő, kettőzött záró szerelvénnyel ellátott feltöltő vezetéket kell tervezni. Az elzáró szerelvények azonos típusúak nem lehetnek. Az egyik elzáró szerelvénynek szelepnek kell lennie.
7.32. Gázmennyiség-mérőkre vonatkozó előírások
7.32.1. A csatlakozóvezetéken átfolyt gáz tömegének vagy térfogatának a fázisállapottól független mérésére szolgáló gázmérők felosztása mérési cél szerint a következők lehetnek:
a) elszámolási, joghatással járó méréshez használandó gázmérők, amelyek által mért mennyiség a forgalmazó és a felhasználó közötti elszámolás megállapításának alapja;
b) összehasonlítási célú mérésekhez használandó gázmérők, amelyek az általuk mért mennyiség egy ismert mennyiségű gáz mérőkörönként történő megosztásához szükségesek.
7.32.2. A gázmérők beépítésének általános követelményei
7.32.2.1. Folyadékfázisú gázmérés esetén a gázmérő elé gázleválasztót utána differenciálszelepet kell beépíteni.
7.32.2.2. Térfogatáram mérésekor a gázmérő által mutatott mennyiséget a gáz pillanatnyi fizikai paramétereivel korrigálni kell akkor, ha a gáztechnikai normálmennyiség megállapítása a cél.
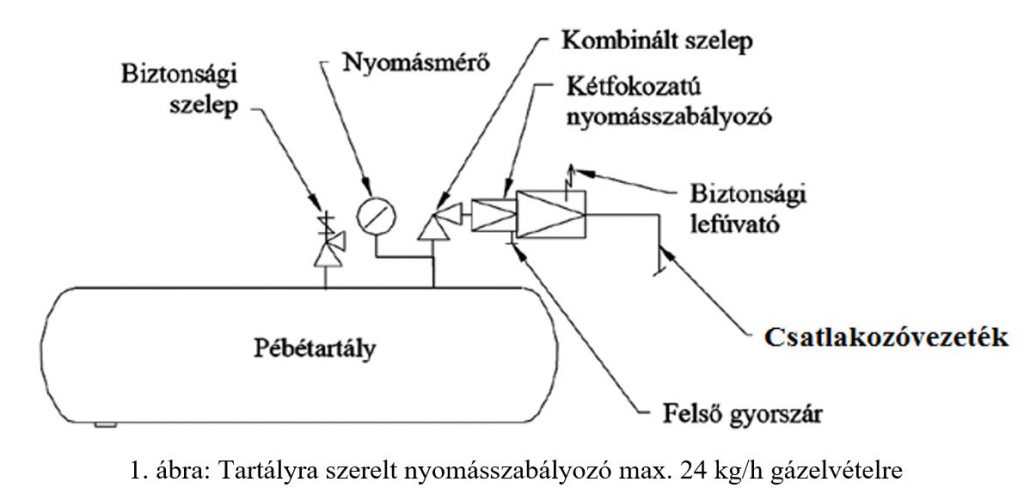
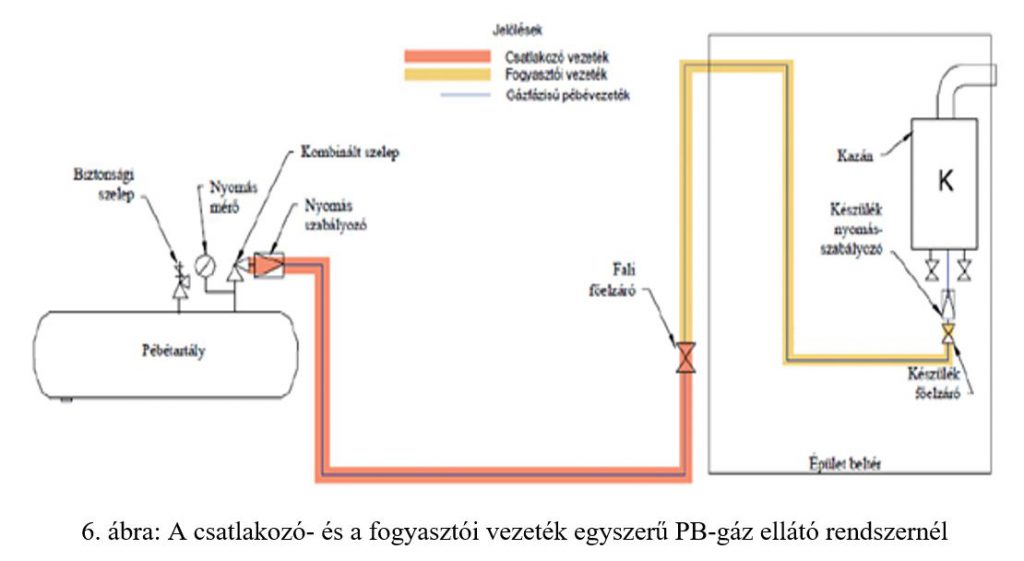
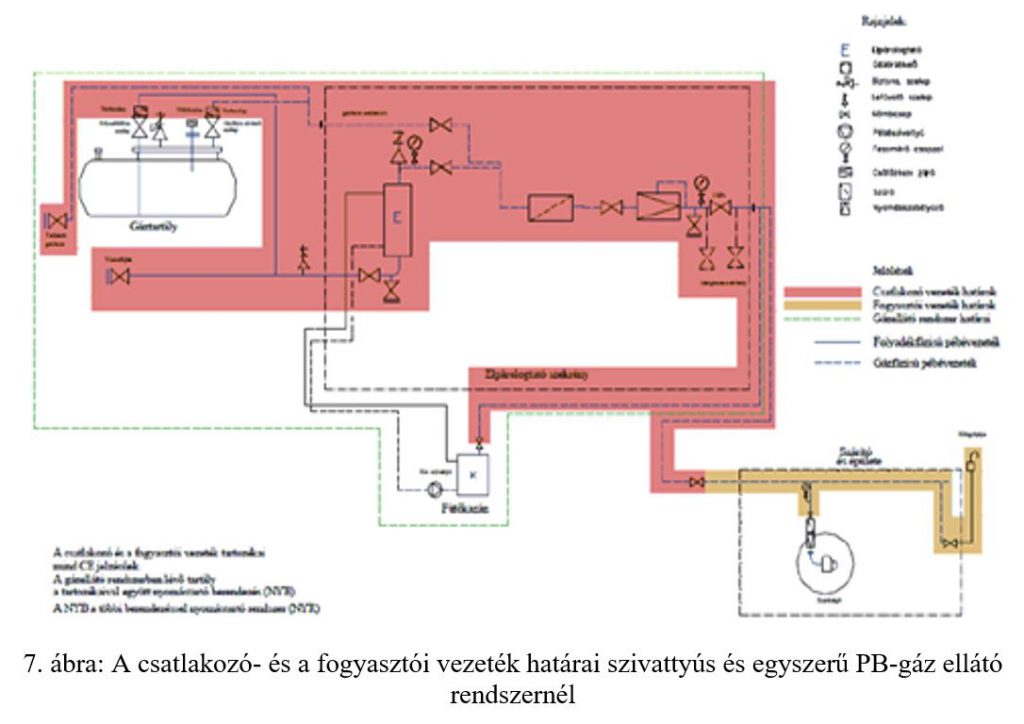
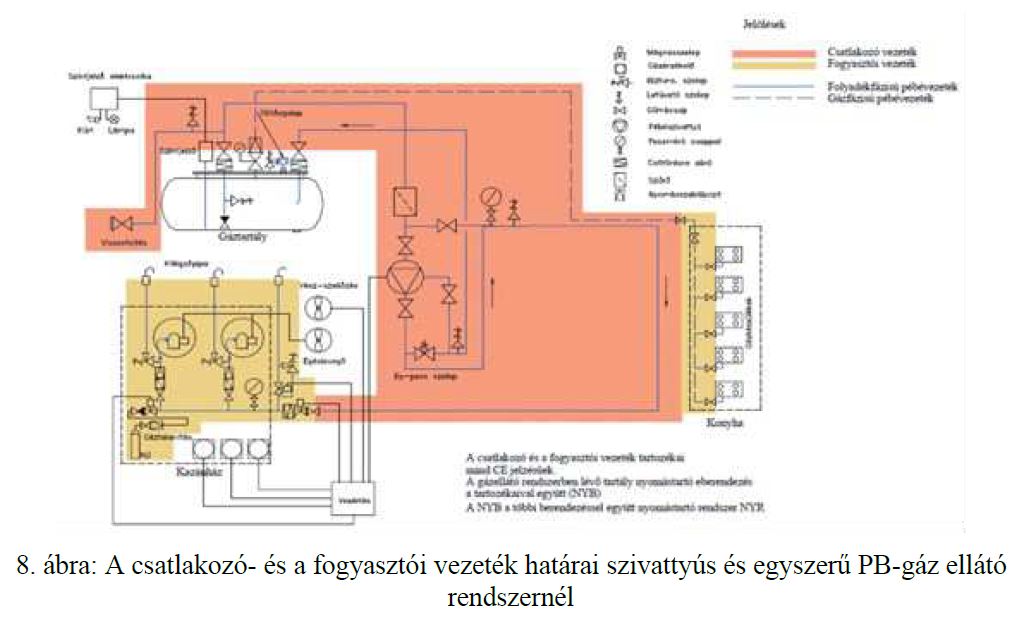
7.33. Ábrák a PB-gáz csatlakozóvezetékek kialakítására, tartozékaira
8. A megvalósulási dokumentáció tartalmi követelményei
8.1. A megvalósulási dokumentáció tartalmazza a következőket:
a) tartalomjegyzék;
b) a megvalósult állapot kiviteli tervtől való eltérése esetén a tervező nyilatkozata, valamint érintettsége esetén a területi földgázelosztó, telephelyi szolgáltató vagy a PB-gáz forgalmazó hozzájáruló nyilatkozata;
b) a megvalósult állapot kiviteli tervtől való eltérése esetén a tervező nyilatkozata, valamint érintettsége esetén a területi földgázelosztó, telephelyi szolgáltató vagy a PB-gáz forgalmazó hozzájáruló nyilatkozata;
c) jogszabály eltérő rendelkezése hiányában a kéményseprő-ipari tevékenységet ellátó nyilatkozata a tervezett gázfogyasztó készülék típusától függően;
d) szerelői nyilatkozat;
e) szilárdsági nyomáspróba és tömörségi próba jegyzőkönyvek;
f) szolgalmi jogi nyilatkozat (idegen ingatlan – nyomvonallal vagy a csatlakozó-, telephelyi vagy fogyasztói vezeték védőtávolságával történő – érintése esetén a szolgalmi jog alapításáról szóló, ingatlan-nyilvántartási bejegyzésre alkalmas okirat, továbbá ennek mellékletét képező, érvényes földhivatali záradékkal ellátott változási vázrajz);
g) elektromos szabványossági nyilatkozat;
g) elektromos szabványossági nyilatkozat, melyben az EPH és az érintésvédelem megfelelőségéről is nyilatkozni kell.
h) villamos felülvizsgálati jegyzőkönyv RB szerelés, villámvédelmi rendszer és elektromos reteszfeltételek esetén;
h) villamos felülvizsgálati jegyzőkönyv RB szerelés, villámvédelmi rendszer és elektromos reteszfeltételek esetén, amely tartalmazza a gázészlelő és beavatkozó, vészszellőző, „B” típusú gázfogyasztó készülék és elszívó ventilátor üzemének megfelelőségére vonatkozó nyilatkozatot is.
i) hegesztési napló, varrattérkép;
i) a kiviteli terv felhasználásával elkészített, a megvalósult állapotot tartalmazó kivitelezői „D-terv”.
j) hegesztési varratvizsgálati jegyzőkönyvek;
k) a beépített anyagok, szerelvények, tartozékok teljesítménynyilatkozatai;
l) a szellőző berendezések beszabályozási jegyzőkönyve;
m) a kiviteli tervben a tervező által meghatározott egyéb dokumentumok.
Vissza a tartalomjegyzékhez9. Gáznyomás-szabályozók elhelyezésének általános követelményei
9.1. Egy helyrajzi számú telken lévő felhasználók gázellátását egy csatlakozási ponton keresztül (egy fogyasztói főelzáró), egy gáznyomás-szabályozóról kell biztosítani.
Egy helyrajzi számú telken lévő felhasználók gázellátását egy csatlakozási ponton keresztül (egy fogyasztói főelzáró), egy gáznyomás-szabályozóról kell biztosítani (9.1. ábra):
SZME-G 2020.04.17.
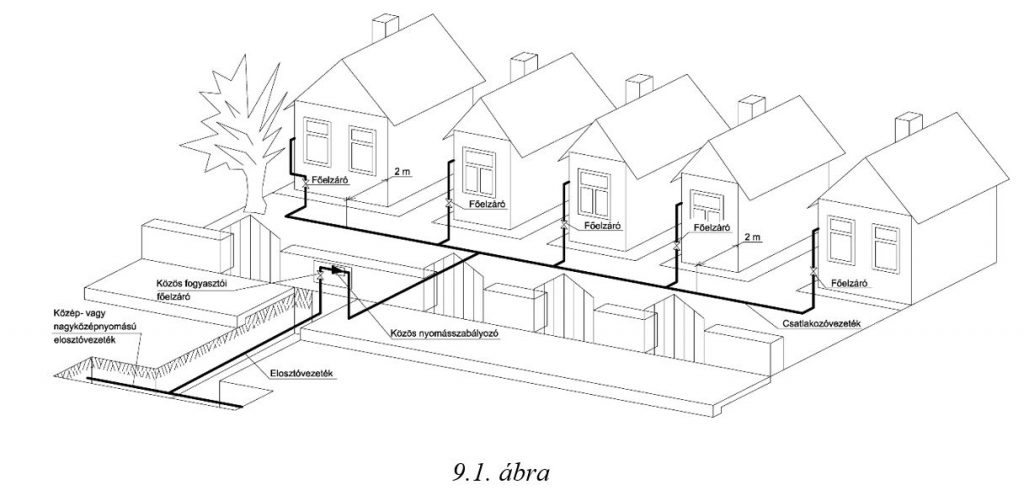
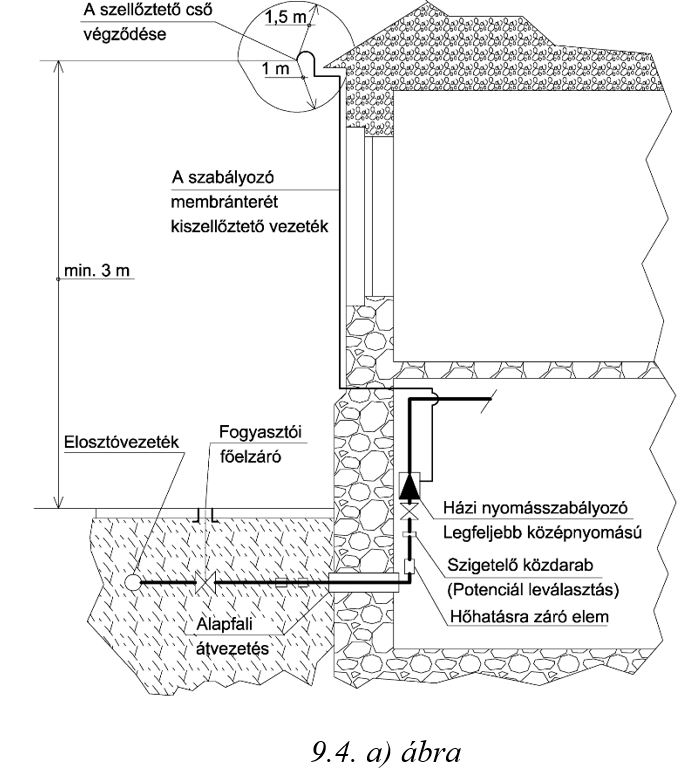
9.2. Az épületen kívül elhelyezett gáznyomás-szabályozó telepítése feleljen meg a gyártó előírásainak és a tervező által választott műszaki megoldásnak. Az MSZ EN 12279 (Gázellátó rendszerek. Gáznyomás-szabályozók a csatlakozóvezetékben. Műszaki követelmények) szabványban előírtaknak megfelelő megoldásokat úgy kell tekinteni, hogy azok megfelelnek e pont követelményeinek.
9.3. Épületen kívül elhelyezett gáznyomás-szabályozónak mechanikai és csapadék elleni védelemmel kell rendelkeznie.
9.4. Az épületen belül vagy kapualjban elhelyezett gáznyomás-szabályozók mechanikai védelmét biztosítani kell, ha azok közlekedési útvonalba esnek, vagy egyéb mechanikai károsodásnak kitettek.
Az épületen belül [9.4. a) ábra] vagy kapualjban [9.4. b) ábra] elhelyezett gáznyomás-szabályozók mechanikai védelmét biztosítani kell, ha azok közlekedési útvonalba esnek, vagy egyéb mechanikai károsodásnak kitettek.
SZME-G 2020.04.17.
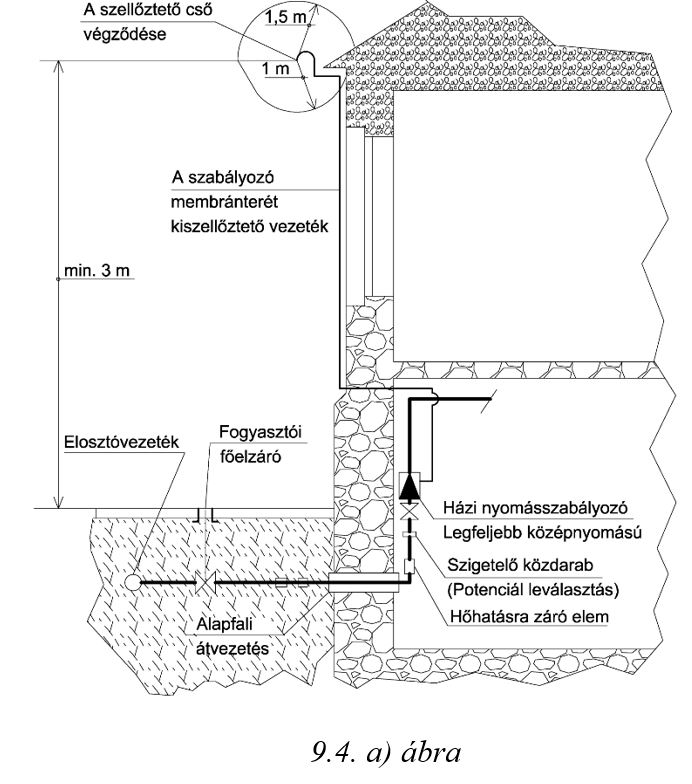
9.5. A gáznyomás-szabályozó épületen belül történő elhelyezésénél a legfeljebb 100 m3/h együttes névleges teljesítményű membrános (lemezházas) gázmérők elhelyezésének követelményei szerinti feltételeket kell biztosítani.
9.6. Az épületen belül elhelyezett házi nyomásszabályozónak rendelkezni kell biztonsági membránnal, vagy kétfokozatúnak kell lennie, és a membrántér szabadba kiszellőztetését biztosítani kell.
9.7. Épületen belül legfeljebb középnyomású gáznyomás-szabályzó helyezhető el.
9.8. Közvetlenül az épületbe belépés helyén, az épületen belül, hőre záró elzáró szerelvényt kell beépíteni, és a kapcsolódó gépészeti berendezéseinek telepítése során a külső elhelyezésű gáznyomás-szabályozók nyílászárókhoz rendelt védőtávolságait nem kell alkalmazni.
9.9. Középnyomású házi nyomásszabályozók elhelyezése során biztosítani kell a 9.9.1-9.9.6. pontban meghatározottak követelmények teljesülését is.
9.9.1. Házi nyomásszabályozó kapualjban és nem huzamos emberi tartózkodásra szolgáló helyiségben elhelyezve legfeljebb középnyomású lehet.
9.9.2. A gáznyomás-szabályozó felszerelésére szolgáló helyiségnek a földszinten vagy az alagsorban kell lennie.
9.9.3. Épületen belüli határoló falszerkezetnek legalább A1 tűzvédelmi osztályú, EI 90 tűzállósági teljesítményűnek kell lennie.
9.9.4. Szellőző az épület más helyisége felé nem alakítható ki.
9.9.5. A középnyomású házi gáznyomás-szabályozó külső határoló felülete és az épületek nyílászárói, nyílásai (beleértve az ingatlan légellátását biztosító valamennyi nyílást is) között vízszintes vetületben a gyorszár és biztonsági lefúvató zárási-, nyitási nyomás beállítási sorrendjétől függően a tervező által meghatározott védőtávolságokat kell betartani. Nem vonatkozik ez az előírás az épületben elhelyezett nyomásszabályozó állomás gépészeti berendezéseit tartalmazó közös használatú helyiségére és a különálló helyiség épületen belüli határoló felületeire.
A középnyomású házi gáznyomás-szabályozó külső határoló felülete és az épületek nyílászárói, nyílásai (beleértve az ingatlan légellátását biztosító valamennyi nyílást is) között vízszintes vetületben a gyorszár és biztonsági lefúvató zárási-, nyitási nyomás beállítási sorrendjétől függően a tervező által meghatározott védőtávolságokat kell betartani, a 9.9.5. ábra szerinti kialakításnak megfelelően. Nem vonatkozik ez az előírás az épületben elhelyezett nyomásszabályozó állomás gépészeti berendezéseit tartalmazó közös használatú helyiségére és a különálló helyiség épületen belüli határoló felületeire.
SZME-G 2020.04.17.
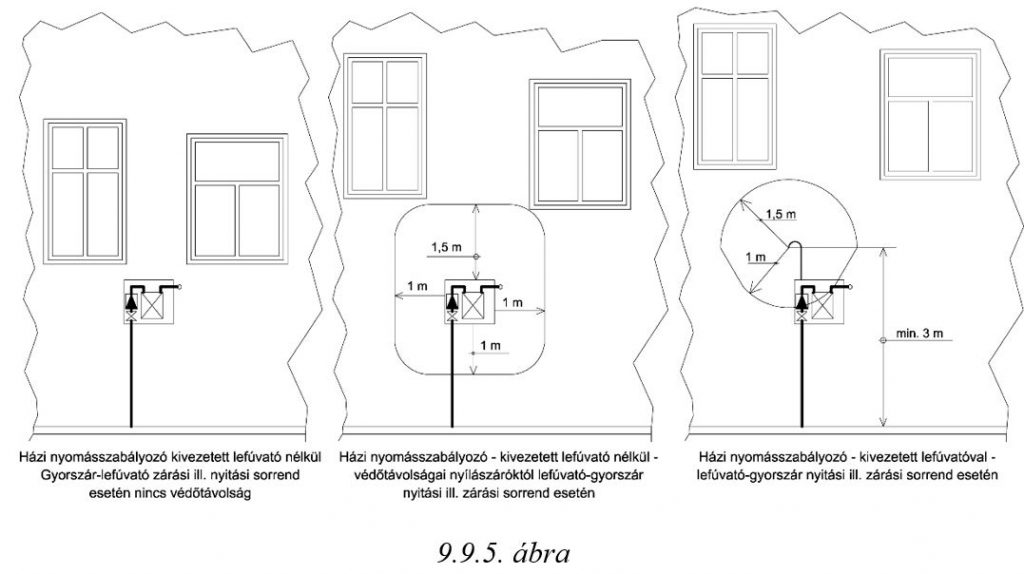
9.9.6. A középnyomású gáznyomás-szabályozónak kétfokozatúnak kell lennie, ha az utána következő gázmérő épületen belül van.
Vissza a tartalomjegyzékhez10. Nagy-középnyomású házi gáznyomás-szabályozók és egyedi gáznyomás-szabályozó állomások elhelyezésének sajátos követelményei
10.1. Ha a gáznyomás-szabályozó elhelyezése az MSZ EN 12279 (Gázellátó rendszerek. Gáznyomás-szabályozók a csatlakozóvezetékben. Műszaki követelmények) szabvány A. melléklet 2. és 3. számú beépítési módozata megoldás szerint történik, akkor a válaszfalakat és cső- és kábelcsatornákat – amelyek kapcsolatban vannak a gáznyomás-szabályozó elhelyezésére szolgáló zárt szekrénnyel – különválasztott helyiséggel, oly módon kell elszigetelni, hogy az esetleges gázszivárgás azokat ne veszélyeztesse.
10.2. A gáznyomás-szabályozót befoglaló szekrényt vagy térrészt az épület többi részétől az épület kockázati osztályának megfelelő falszerkezettel, födémmel kell leválasztani. Az alkalmazott álmennyezet csak A1 tűzvédelmi osztályba sorolt anyagú lehet.
10.3. A gáznyomás-szabályozó elhelyezésére szolgáló helyiség bejárati ajtajának a szabadba, kifelé kell nyílnia, nyitott állapotban rögzíthetőnek kell lennie, és alkalmasnak kell lennie zárt állapotban az illetéktelenek távoltartására. Az ajtónak belülről kulcs nélkül nyithatónak kell lennie. Az előtte lévő nyílt tér felé vezető utakat mindig szabadon kell hagyni. Az ajtóknak és szellőzőnyílásoknak a nyitható ablakoktól, ajtóktól, valamint egyéb épületek nyílásaitól biztonságos távolságra kell lenniük, más zárt tér felé nem lehet nyílásuk.
10.4. A gáznyomás-szabályozó házának a szabadba közvetlenül kiszellőztetettnek kell lennie.
10.5. A szellőzőnyílásokat eltakarás elől védeni kell, erre kihelyezett jelzőtáblával is fel kell hívni a figyelmet.
A gáznyomás-szabályozó helyiségének padozatának antisztatikusnak és szikrát nem adó burkolatúnak kell lennie.
10.6. Az MSZ EN 12279 (Gázellátó rendszerek. Gáznyomás-szabályozók a csatlakozóvezetékben. Műszaki követelmények) szabvány A. melléklet 5. sz. módozata szerinti beépítésénél, vagy azzal egyenértékű más műszaki megoldás esetén, ahol nem lehetséges a közúti forgalom előli elzárás, az akna fedlap a terhelésnek feleljen meg.
10.7. A belépő oldali gázvezetékbe épületen kívül, térszinten, kezelési magasságban szakaszoló szerelvényt kell beépíteni. A gáznyomás-szabályozó állomás villámvédelmét tervező tervezheti meg.
Vissza a tartalomjegyzékhez11. Házi gáznyomás-szabályozók és egyedi gáznyomás-szabályozó állomások gépészeti követelményei
11.1. Valamennyi egyedi gáznyomás-szabályozó állomásnak legalább a következő szerelvényekkel kell rendelkeznie (a gáz áramlási irányában felsorolva):
a) elzáró szerelvény (ha épületen belül van a gáznyomás-szabályozó, akkor épületen kívül is lennie kell elzáró szerelvényének),
b) szűrő,
c) automatikus működésű biztonsági gyorszár (100 mbar-nál nem nagyobb bemenő nyomású szabályozó) esetében túlnyomás elleni védelemre nincs szükség),
d) gáznyomás-szabályozó (monitor szabályozás esetében egy darab hibára záró, és egy darab hibára nyitva maradó),
e) biztonsági lefúvató,
f) elzáró szerelvény (ha épületen belül van a gáznyomás-szabályozó, akkor épületen kívül is lennie kell elzáró szerelvényének).
11.2. A gyorszárral és lefúvatóval egy készülékbe szerelt házi nyomásszabályozóhoz kerülővezeték nem létesíthető. Az egyedi gáznyomás-szabályozó állomás bemenő- és szabályozott oldali (elmenő) csőszakaszába a szabályozott gáznyomást mérő műszert kell beépíteni.
11.3. Az egyedi gáznyomás-szabályozó állomás szabályozott oldali szerelvényeit követően a gáz áramlási iránya szerint elzáró szerelvényt is be kell építeni.
11.4. Egyedi gáznyomás-szabályozó állomás esetében kerülővezeték csak az MSZ EN 12186 (Gázinfrastruktúra. Gáznyomás-szabályozó állomások gázszállításhoz és gázelosztáshoz) szabvány szerint, a 16 bar-nál nagyobb bemenő nyomású gáznyomás-szabályozónál alkalmazható.
Vissza a tartalomjegyzékhez12. Házi gáznyomás-szabályozók és egyedi gáznyomás-szabályozó állomások kibocsátási forrásainak zónabesorolása
12.1. A nagy-középnyomású házi gáznyomás-szabályozó és az egyedi gáznyomás-szabályozó állomás szekrényének, helyiségének belső tere 2-es zónába sorolandó. E zónán belül csak robbanásbiztos kivitelű villamos berendezés helyezhető el.
12.2. Ha a biztonsági szerelvények működési sorrendje biztonsági lefúvató, majd gyorszár, abban az esetben a zóna kiterjedésének méreteit a tervezőnek egyedileg kell meghatároznia.
12.3. Az épületen belül elhelyezett, legfeljebb középnyomású, alsó és felső nyomáshatárolással és biztonsági lefúvatóval ellátott gáznyomás-szabályozó lefúvató csonkját csővezetéken ki kell vezetni a szabadtér olyan részére, ahol a csővégződés vízszintesen és lefelé mért 1 m-es, valamint függőlegesen felfelé mért 1,5 m-es körzetében nyílászáró, vagy nem RB védettségű villamos berendezés nincs, és a szabad kiszellőzésnek nincs akadálya.
12.4. A biztonsági membránnal rendelkező házi gáznyomás-szabályozó lefúvató vezetékére a kivezetési követelmény nem vonatkozik.
Vissza a tartalomjegyzékhez13. Az ipari gáznyomás-szabályozó állomásokra vonatkozó sajátos követelmények
13.1. Az ipari gáznyomás-szabályozó állomás telepítésére és létesítésére a létesítmény tervezőjének tervet kell készíteni.
13.2. Az ipari gáznyomás-szabályozó állomás csatlakozóvezetékébe az állomás közelében az állomás be- és kilépő oldalán elzáró szerelvényeket kell beépíteni. A beépítés helyét úgy kell megválasztani, hogy az az állomás esetleges kigyulladása esetén is biztonsággal kezelhető legyen.
13.3. Minden ipari gáznyomás-szabályozó állomást úgy kell megtervezni, hogy
a) minden időjárási körülmény mellett biztosított legyen a hatékony, hosszú távú működés,
b) ne érjék működésére kedvezőtlen külső hatások,
c) karbantartása igény szerint megoldható legyen a gázellátás megszakítása nélkül, és
d) a kezelőszervek jogosulatlan személyek által történő működtetése ne legyen lehetséges.
13.4. Az ipari gáznyomás-szabályozó állomás primer oldali acél anyagú csatlakozóvezetékbe beépített elzáró szerelvény és az állomás között szigetelő idomot kell beépíteni.
13.5. Az ipari gáznyomás-szabályozó állomás tervezett üzemi nyomásának és hőmérsékletének nem megengedett értékű túllépését önműködő szabályozással kell megakadályozni.
13.6. Ipari gáznyomás-szabályozó állomás a térszint felett lemezszekrényben vagy különálló épületben, a térszint alatt aknás föld alatti vagy földbe süllyesztett kivitelben létesíthető.
13.7. Az ipari gáznyomás-szabályozó állomás telepítési tervében fel kell tüntetni:
a) az OTSZ szerinti kockázati osztály jelét,
b) a földrajzi elhelyezkedésre és a légköri viszonyokra is figyelemmel a gázkibocsátások meghatározását,
c) a robbanásveszélyes zónákat, azok kiterjedését,
d) a gyorszár és a lefúvató működési sorrendjét.
13.8. A robbanásveszélyes zónák figyelembevételével kell az ipari gáznyomás-szabályozó állomást telepíteni, a tűz és a robbanás elleni védelmet kialakítani.
13.9. Az ipari gáznyomás-szabályozó állomás:
a) épülettől felszíni elhelyezés esetén legalább 5,0 m, földbe süllyesztett és aknás kivitelnél legalább 3,0 m,
b) közlekedési utak szélétől felszíni elhelyezésnél legalább 5,0 m, földbe süllyesztett kivitelnél legalább 1,0 m,
c) vasúti pályatestektől legalább 10,0 m,
d) egyéb felszíni nyomvonalas létesítménytől legalább 5,0 m védőtávolság megtartásával telepíthető.
13.10. A berendezéseket úgy kell elhelyezni, hogy a közlekedésre, a menekülésre és a mentésre, továbbá a tűz oltására elegendő hely álljon rendelkezésre.
13.11. Az ipari gáznyomás-szabályozó állomás kialakítása során biztosítani kell, hogy az abban lévő berendezések és szerelvények kezelési célból jól hozzáférhetők legyenek.
13.12. Az illetéktelenek szabadban elhelyezett berendezésekhez való hozzáférését meg kell akadályozni.
13.13. Az ipari gáznyomás-szabályozó állomáson a gáz robbanás- és tűzveszélyes tulajdonságára utaló figyelmeztetést kell elhelyezni, azon az üzemzavar esetén az értesítendő címét, telefonszámát, tartós és időtálló felirattal meg kell megjelölni.
13.14. Az ipari gáznyomás-szabályozó állomás kapcsolási sémáját annak tartozékaival azonosítható jelölése mellett, a biztonsági tartozékok működési adatainak megadásával, időtálló kivitelben el kell helyezni.
13.15. A lefúvató, a nyomásmentesítő és a szellőztető berendezések szabadba nyíló nyílásait az idegen tárgyak bejutása és az eső ellen védeni kell. A lefúvató visszalobbanásának megakadályozásáról gondoskodni kell.
13.16. A meghatározott célú szellőzővezetékek és a nyomásmentesítő vezetékek nem egyesíthetők egy fejcsőben a lefúvató vezetékekkel.
13.17. Az éghető gáz nyomásának szabályozására szolgáló berendezések elhelyezésére szolgáló helyiségeket elválasztó falba csak önműködően záródó vagy biztonsági zárral ellátott ajtó építhető be.
13.18. Éghető gáz nyomásának szabályozására szolgáló berendezésének elhelyezésére szolgáló helyiség melletti, feletti vagy alatti helyiségek csak akkor szolgálhatnak tartós ott tartózkodásra, ha az éghető gáz nyomásának szabályozására szolgáló berendezésének elhelyezésére szolgáló helyiség azoktól gáztömören el van választva.
13.19. Az ipari gáznyomás-szabályozó állomás elhelyezésére szolgáló helyiségnek veszély esetén gyorsan elhagyhatónak kell lennie.
Vissza a tartalomjegyzékhez14. A gáznyomás-szabályozó állomásba telepített folyamatvezérlő állomások kialakítására vonatkozó követelmények
14.1. Az állandó vagy tartósan telepített folyamatvezérlő állomást úgy kell kialakítani, hogy működőképessége még gázömléssel járó üzemzavar esetén is fennmaradjon.
Vissza a tartalomjegyzékhez15. A gáznyomás-szabályozó állomás építészeti követelményei
15.1. Térszint fölötti ipari gáznyomás-szabályozó állomás padozatának a környező talajszintnél legalább 15 cm-rel magasabban kell lennie.
15.2. Az ipari gáznyomás-szabályozó állomás padozatának elektrosztatikus feltöltődés és kisülés elleni védelmet biztosító és szikrát nem okozó anyagúnak kell lennie.
15.3. Az ipari gáznyomás-szabályozó állomás csővezetékei fal-, padló- és födémáttöréseknél ne kapcsolódjanak mereven az épületszerkezethez.
15.4. A 0,9-nél nagyobb relatív sűrűségű gáz nyomásának szabályozására csak térszint fölötti nyomásszabályozó állomás létesíthető.
15.5. A különálló épületben elhelyezett gáznyomás-szabályozó állomásnak helyt adó épület esetében teljesülniük kell a 15.5.1-15.5.4. pontban foglalt követelményeknek.
15.5.1. Az épület az OTSZ szerinti magas kockázati, MK osztályba sorolandó.
15.5.2. Az épületnek az OTSZ szerinti hasadó vagy hasadó-nyíló felülettel kell rendelkeznie.
15.5.3. Az épület belmagasságának legalább 2,60 méternek kell lennie.
15.5.4. Az épületnek legalább 0,8 m × 1,85 m méretű, kifelé nyíló ajtóval kell rendelkeznie. A 25 m2-nél nagyobb alapterületű épületnek külön vészkijárattal kell rendelkeznie.
15.6. Lemezszekrényes kivitelű gáznyomás-szabályozó állomás esetében a lemezszekrényt szilárd betonalaphoz kell rögzíteni, és a tervező által meghatározottak szerint villámvédelemmel kell ellátni.
15.7. Szabadtéri és félszabadtéri kialakítású ipari gáznyomás-szabályozó állomás akkor létesíthető, ha a gépészeti berendezései erre alkalmasak.
15.8. A szabadtéri és félszabadtéri kialakítású ipari gáznyomás-szabályozó állomás gépészeti berendezéseket megtámasztó szerkezeteket szilárd betonlapra kell helyezni.
15.9. A föld felett elhelyezett berendezéseket a mechanikai sérülések ellen védeni kell.
15.10. Aknás kivitelű ipari gáznyomás-szabályozó állomáson a szerelvényekhez történő hozzáféréshez, az aknában történő közlekedéshez megfelelő nagyságú helyet kell biztosítani.
15.11. Föld alatti ipari gáznyomás-szabályozó állomás kezelőberendezéseinek a felszínről kezelhetőknek kell lenniük.
15.12. Aknás kivitelű ipari gáznyomás-szabályozó állomáson az akna padozata vagy az erre a célra kialakított kezelőpódium az akna peremétől mérve legfeljebb 1,5 m mélyen lehet.
15.13. Az ipari gáznyomás-szabályozó állomást zárófedéllel kell lezárni.
15.14. Az ipari gáznyomás-szabályozó állomást csapadékvíz és talajvíz bejutása elleni védelemmel kell ellátni.
15.15. Az ipari gáznyomás-szabályozó állomás kiszellőzését szellőzőnyílás kialakításával kell biztosítani.
15.16. Földbe süllyesztett ipari gáznyomás-szabályozó állomás szerelvényeinek üzem közbeni, térszint fölé történő kiemelhetőségét biztosítani kell.
15.17. Földbe süllyesztett ipari gáznyomás-szabályozó állomás vízelöntés elleni védelmét biztosítani szükséges.
15.18. Az ipari gáznyomás-szabályozó állomásnak a külső mechanikai igénybevételnek ellenállónak, a földbe süllyesztett részén a talajkorrózió ellen védett kivitelűnek kell lennie.
Vissza a tartalomjegyzékhez16. A gáznyomás-szabályozó állomás épületgépészeti követelményei
16.1. Aknás kivitelű gáznyomás-szabályozó állomáson csak a hőntartást igénylő gépészeti berendezéseket közvetlenül melegítő fűtőelemeket lehet beépíteni.
16.2. A fűtőberendezés felületi hőmérséklete legfeljebb 300 °C lehet.
16.3. Gáztüzelésű fűtőberendezésként csak zárt égésterű és az ipari gáznyomás-szabályozó állomás belső terétől gáztömören elválasztott fűtőberendezést lehet alkalmazni. Aknás kivitelű ipari gáznyomás-szabályozó állomáson gáztüzelésű fűtőberendezés nem alkalmazható.
Vissza a tartalomjegyzékhez17. A gáznyomás-szabályozó állomás gépészeti követelményei
17.1. A gáznyomás-szabályozó állomást úgy kell megtervezni, hogy a berendezések mindenkor jól megközelíthetők és karbantarthatók legyenek.
17.2. A víztelenítő berendezések lefagyás elleni védelmét biztosítani kell.
17.3. A berendezéseknek, beleértve a csőösszekötéseket is, üzemi viszonyok között várható mechanikai, vegyi és hőigénybevételek mellett műszakilag tömörnek kell lenniük, kivételt képeznek az üzemszerű gázkibocsátási helyek.
Vissza a tartalomjegyzékhez18. A gáznyomás-szabályozó állomás berendezéseire és szerelvényeire vonatkozó követelmények
18.1. Az ipari gáznyomás-szabályozó állomáson legalább a következő gépészeti berendezéseket és szerelvényeket kell elhelyezni, beépíteni a gáz áramlási iránya szerinti sorrendben:
a) elzáró szerelvény,
b) szűrő,
c) biztonsági gyorszár,
d) nyomásszabályozó,
e) biztonsági lefúvató szelep,
f) kézi lefúvató vezeték, és
g) elzáró szerelvény.
18.2. A nyomásszabályozó utáni csővezeték-szakaszba a lefúvatandó mennyiség figyelembevételével méretezett biztonsági lefúvató szelep, kézi lefúvató vezeték és kalibrált nyomásregisztráló műszer csatlakozzon. Az ipari gáznyomás-szabályozó állomáson a biztonságos és gazdaságos üzemeltetéshez szükséges mennyiségű és minőségű szerelvényt, mérőeszközt is fel kell szerelni. A szerelvényeket az előforduló negatív hőmérsékletek figyelembevételével kell megválasztani.
18.3. Az ipari gáznyomás-szabályozó állomás gázt tartalmazó részegységei gázzal érintkező belső felületének a gáz vegyi hatásaival szemben, külső felületének a mechanikai, vegyi és hőhatásokkal, továbbá a korrózióval szemben ellenállónak kell lennie.
18.4. Az elzáró szerelvény kialakítását úgy kell megtervezni, hogy egyértelműen megkülönböztethető legyen a nyitott vagy zárt helyzetük, vagy a nyitott vagy zárt helyzetet táblával kell jelezni.
18.5. A szűrő beépített helyzetében történő tisztíthatóságát biztosítani kell.
Vissza a tartalomjegyzékhez19. A gáznyomás-szabályozó állomás üzembe helyezése előtti nyomáspróbára vonatkozó követelmények
19.1. A kivitelező a nyomáspróbát az ipari gáznyomás-szabályozó állomás összeszerelt technológiai rendszerén végzi el.
19.2. A gyártó által összeszerelt, szilárdsági nyomáspróbával és tömörségi próbával vizsgált gáznyomás-szabályozó állomás technológiai rendszerét a felállítás helyén üzembe helyezés előtt tömörségi próbának kell alávetni.
Vissza a tartalomjegyzékhez20. A gáznyomás-szabályozó állomás üzembe helyezésével kapcsolatos követelmények
20.1. A berendezéseket, szerelvényeket a gyártóművi előírások szerint kell üzembe helyezni.
20.2. Csak a kiviteli tervnek megfelelő ipari gáznyomás-szabályozó állomás helyezhető üzembe.
20.3. Az üzembe helyezés során beszabályozási adatlapon kell rögzíteni az ipari gáznyomás-szabályozó állomás működését jellemző valamennyi műszaki-biztonsági jellemzőt.
Vissza a tartalomjegyzékhez21. A nyomáshatároló rendszerekre vonatkozó követelmények
21.1. Az ipari gáznyomás-szabályozó állomást a szabályozott oldali nyomás beállított értéken való tartása céljából nyomáshatároló biztonsági rendszerrel kell felszerelni a 21.1.1-21.1.5. pontban meghatározott követelmények alapján.
21.1.1. Nincs szükség biztonsági rendszerre, ha a
| MOPbemenő oldali ≤ MIPkimenő oldali vagy MOPbemenő oldali ≤ 100 mbar. | |
21.1.2. Önálló nyomáshatároló rendszert kell alkalmazni, ha
| MOPbemenő oldali >MIPkimenő oldali. | |
21.1.3. Önálló nyomáshatároló rendszert és második berendezést kell alkalmazni, ha
| MOPbemenő oldali – MOPkimenő oldali > 16 bar és MOPbemenő oldali > STPkimenő oldali. | |
21.1.4. Az ipari gáznyomás-szabályozó állomás biztonsági gyorszárának felső zárási nyomását és a biztonsági lefúvató nyitási nyomását úgy kell megtervezni és az üzembe helyezéskor beállítani, hogy a megengedett felső érték elérésekor először a gyorszár zárjon, majd a beállított nyitónyomás esetén nyisson a lefúvató szelep. A biztonsági lefúvató vezetékek átmérőjének legfeljebb DN 50 méretűnek kell lennie.
21.1.5. A 21.1.1-21.1.4. pontokban felsorolt feltételektől eltérő kivitelű gáznyomás-szabályozó állomás robbanásveszélyes zónáit a tervező egyedileg határozza.
21.2. Kibocsátó források
21.2.1. A kibocsátó forrásokat elhelyezkedésük alapján zárt téri vagy szabad téri csoportba kell sorolni.
21.2.2. Zárt térben található kibocsátó források zónabesorolása
21.2.2.1. Normál üzemben a nyomásszabályozó állomás gépészeti berendezésein gázszivárgás vagy gázkibocsátás nem fordulhat elő. Zárt téri kibocsátó források a szekrény belsejében lévő oldható csőkötések és impulzuscső szerelvények lehetnek.
21.2.2.2. A gáznyomás-szabályozó állomás belső tere 2-es zónának minősül.
21.2.3. A szellőzés fokozata „közepes” lehet, a gázkoncentráció a zónahatáron kívül folyamatos kibocsátás esetében is az ARH 20 %-a alatt van, és a kibocsátás megszűnése után nem maradhat fenn robbanóképes gázközeg.
21.2.4. A szellőzés típusa „természetes szellőzés” legyen.
21.2.4.1. A szellőzőknek a zárt tér teljes mértékű átszellőzését biztosítani kell.
21.2.4.2. A teljes szellőző keresztmetszet felét a levegőnél kisebb sűrűségű gáz esetén a kitevő szellőzőfelületet a zárt tér alsó szintjén, míg a másik felét a zárt tér felső szintjén kell elhelyezni, a levegőnél nagyobb sűrűségű gáz esetén mindkét szellőzőfelületet a zárt tér alsó szintjén kell kialakítani.
21.2.4.3. A szellőzőnyílás(oka)t normál üzemben nem hagyhatja el az ARH 20 %-ánál magasabb koncentrációjú gázközeg.
21.2.5. A szellőzés üzembiztonsága
21.2.5.1. A szellőzést úgy kell megtervezni, hogy az folyamatosan üzemeljen.
21.2.5.2. Földalatti aknába telepített nyomásszabályozó állomás esetében a nyitható akna fedőlapja és az akna pereme között körbefutó rést vagy szellőzővezetéket kell kialakítani a szellőzés biztosítására.
21.2.5.3. Földbe süllyesztett kombinált gáznyomás-szabályozó állomás esetében a szellőzés megfelelőségét a tervezőnek számítással kell igazolnia.
21.2.6. A gáznyomás-szabályozó állomások elárasztási zóna típusa
21.2.6.1. A gáznyomás-szabályozó állomások elárasztási zóna típusa 2-es zóna legyen.
21.2.6.2. A gáznyomás-szabályozó állomás rendszeres karbantartását a gyártó előírásaiban meghatározott rendszerességgel el kell végezni.
21.2.7. Az elárasztási zóna kiterjedése
21.2.7.1. Az elárasztási zóna kiterjedése nem lehet nagyobb, mint a gépészeti berendezéseket magába foglaló zárt és természetes szellőzéssel rendelkező légtér.
21.2.7.2. „Közepes” szellőzés mellett a zárt teret 2-es zónába kell sorolni.
21.2.7.3. A szellőzőnyílások környezetében normál üzemi állapotban robbanásveszélyes zóna nem alakulhat ki.
21.2.7.4. Csak gáz kiáramlással járó üzemzavar vagy karbantartás esetében értelmezhető a fennmaradási idő.
21.2.8. Az állomások szabadtéri környezetének besorolása
21.2.8.1. Kibocsátó források
21.2.8.1.1. Normál üzemben a nyílt térben lévő szerelvények és kötéseik üzemszerűen gáztömörek legyenek, a körülöttük lévő térben robbanóképes gázközeg nem fordulhat elő. A lefúvató működését üzemzavari állapotnak, nem normál üzemi körülménynek kell tekinteni.
21.2.8.1.2. Szabadtéri kibocsátó forrásnak kell tekinteni a nyomásszabályozó állomás lefúvató vezetékének a szabad térbe kivezetett végét.
21.2.8.2. Az elárasztási zóna kiterjedése
21.2.8.2.1. A zóna kiterjedését és méretét a 21.1. táblázatban megadott kibocsátási mértékek szerint kell meghatározni. A zóna méreteket a 21.1. ábra alapján kell értelmezni.
21.2.8.2.2. Amennyiben a lefúvató kibocsátási értékei nem egyeznek a táblázat gázkibocsátási értékeivel, úgy a hozzá legközelebb eső eggyel nagyobb gázkibocsátási értéket és az ehhez tartozó zónaméreteket kell alkalmazni.
21.2.8.2.3. A lefúvatón kibocsátott gáz tömegáram és a lefúvató cső méretének függvényében a robbanásveszélyes zóna méreteit a 21.2. táblázat és a 21.2. ábra alapján kell értelmezni.
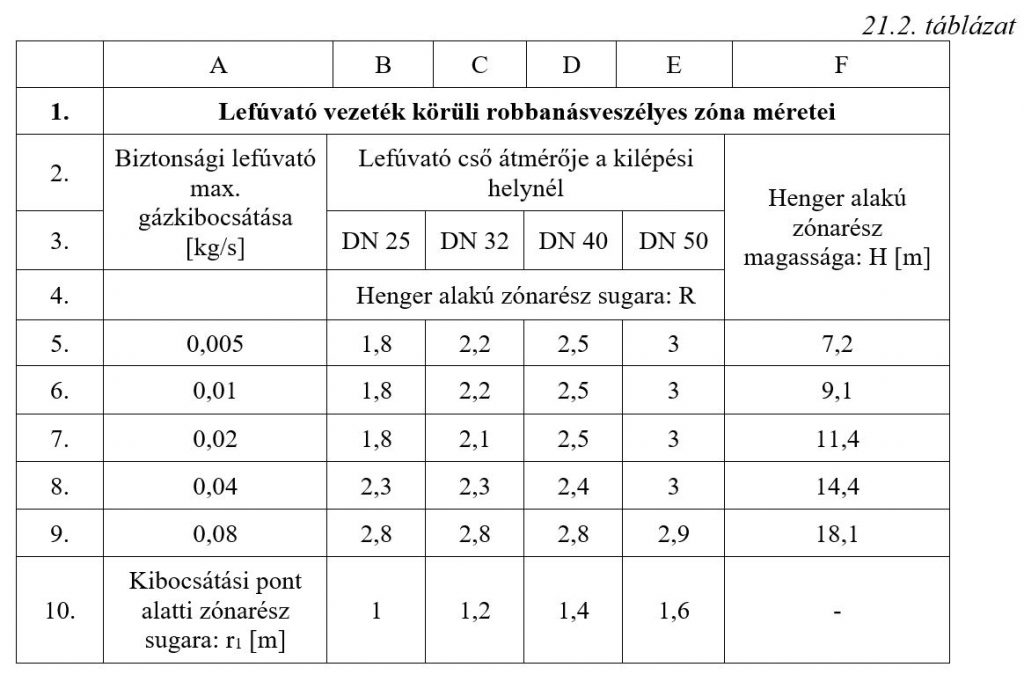
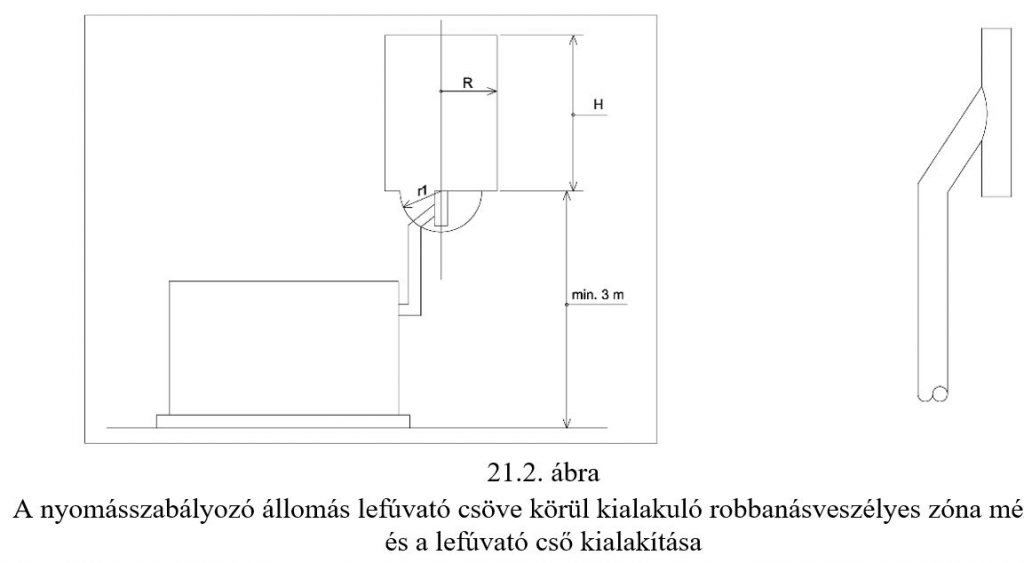
21.2.8.2.4. A zónaméreteket és a lefúvatás jellegét úgy kell kialakítani, hogy a lefúvató vezeték végén ne legyen olyan szerelvény elhelyezve, amely a függőlegesen felfelé irányuló kiáramlást akadályozná. A kiáramlási pont magassága a környező térszinttől legalább 3 m magasan legyen. A lefúvató vezeték végződésének kialakítása a 21.1. ábra szerinti legyen.
21.2.8.3. Gáznyomás-szabályozó állomás besorolásához szükséges dokumentáció
21.2.8.3.1. Gáznyomás-szabályozó állomás robbanásveszélyes térségének meghatározását és besorolását olyan személynek kell végeznie, aki ismeri az éghető anyagok tulajdonságainak szerepét és jelentőségét, ismeri a technológiai folyamatot és berendezéseket, és kapcsolatban áll a biztonságtechnikai, villamos, gépész és más szakképzett műszaki személyzettel.
21.2.8.3.2. A besorolást végző személynek az Országos Képzési Jegyzék alapján rendelkeznie kell az egyes ipari és kereskedelmi tevékenységek gyakorlásához szükséges képesítésekről szóló rendelet szerinti robbanásbiztos műszaki vezetői szaktanfolyami végzettséggel.
21.2.8.3.3. A térség-besorolási folyamat során a lépéseket dokumentálni kell.
21.2.8.3.4. Meg kell adni:
a) az éghető anyagok tulajdonságait a 21.3. táblázat szerinti adatlap felhasználásával, és
b) a kibocsátó források jegyzékét.
21.2.8.3.5. A térség-besorolási dokumentumnak tartalmaznia kell az alaprajzokat és homlokzatrajzokat, melyek mutatják a zónák típusát és kiterjedését.
21.2.8.3.6. A robbanásveszélyes zónák kiterjedésére a következő szimbólumokat kell alkalmazni:

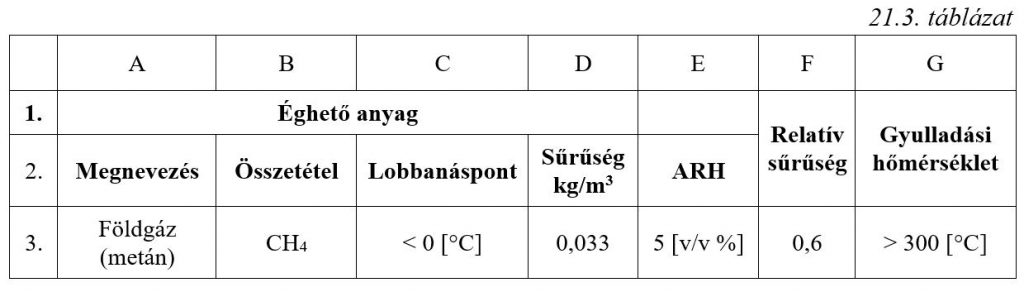
22. A PB-gáz gáznyomás-szabályozó beépítésére vonatkozó sajátos követelmények
22.1. A gáznyomás-szabályozó primer csatlakozóvezetékének a tartályra vagy a cseppleválasztóra kell lejtenie, és minimális gáztérfogatúnak kell lennie. Átmérőjének a gáznyomás-szabályozó csatlakozóméretének megfelelőnek kell lennie.
22.2. Kétfokozatú kivitelű gáznyomás-szabályzó esetében, ha a két fokozat nem egybeépített, akkor az első fokozat nagy-középnyomásról (15,6 bar) középnyomásra (0,5 bar), a második fokozat középnyomásról kisnyomásra (30, 50, 100 mbar) szabályozzon.
22.3. Gáznyomás-szabályozó állomást szabadban, szekrényben vagy épületben talajszint fölött kell elhelyezni. Épületben történő elhelyezés esetén a gáznyomás-szabályozó szellőzőnyílását azonos átmérőjű csővezetékkel a szabadba kell vezetni. A szellőzőnyílás alsó élének a terepszint felett legalább 0,4 m-re kell lennie, és a csapadéktól való védettségét biztosítani kell.
22.4. A biztonsági lefúvató szellőzőnyílása, kivezetésnél a szellőzőcső vége, elsőrendű kibocsátó forrás, 1-es zónát eredményez, melynek méretét és alakját a tervezőnek meg kell határoznia.
22.5. A gáznyomás-szabályozó szekunder oldaldali vezetékszakaszába, attól legalább 5 × DN távolságra nyomásmérő műszert és biztonsági lefúvatót kell betervezni, melyek üzem alatti cseréjét elzáró szerelvények beépítésével biztosítani kell.
22.6. 50 kg/h tömegáramnál nagyobb teljesítményű gáznyomás-szabályozó kilépő ágába a gáznyomás-szabályozót megkerülő, kettőzött záró szerelvénnyel ellátott feltöltő vezetéket kell tervezni. Az elzáró szerelvények azonos típusúak nem lehetnek. Az egyik elzáró szerelvénynek szelepnek kell lennie.
Vissza a tartalomjegyzékhez23. A gáznyomás-szabályozó állomások villamos berendezéseivel szemben támasztott követelmények
23.1. Gáznyomás-szabályozó állomás területén belül csak olyan villamos berendezés helyezhető el, amely legalább a 2-es zónának megfelelő védelemmel rendelkezik.
Vissza a tartalomjegyzékhez24. A gáznyomás-szabályozó és gázmérő állomásra vonatkozó sajátos követelmények
24.1. A tervező a gázmérő csatlakozását, névleges teljesítményét és típusát, valamint a gáznyomás-szabályozó típusát és annak üzemvitel szempontjából szükséges szerelvényezését és védelmét, a csatlakozóvezeték üzembe helyezési munkáinak feltételeit a területi földgázelosztó, vezetékes PB-gáz szolgáltató, telephelyi szolgáltató, telephelyi engedélyes vagy a PB-gáz forgalmazó által szabályozott módon előzetesen egyezteti.
Vissza a tartalomjegyzékhez25. A gázmérőkre vonatkozó követelmények
25.1. 140 kW-nál nagyobb együttes hőterhelésű gázfogyasztó készülékek helyiségébe és 0,4 kV-nál nagyobb feszültségű villamos berendezéseket tartalmazó helyiségbe a gázgépészeti berendezések gázmérő és gáznyomás-szabályozó helyiségeit kivéve gázmérő nem szerelhető.
25.2. A gázmérő és a legközelebbi gázfogyasztó készülék közötti vízszintes vetületben mért távolságnak legalább 1 m-nek kell lennie. Ez a távolság beépített fallal 0,5 m-ig csökkenthető.
25.3. A gázmérő legközelebbi éle és füstcső, melegvíz vagy gőz (fűtési) vezeték legközelebbi alkotója közötti távolságnak legalább 0,5 méternek kell lennie.
25.4. Gázmérő könnyen éghető falszerkezetre, éghető vagy hőre lágyuló burkolatú falra nem szerelhető.
25.5. A 6 m3/h névleges teljesítményűnél nagyobb gázmérő belépő és kilépő oldalán elzáró szerelvényt kell beépíteni.
25.6. Középnyomású gáznyomás-szabályozóról ellátott membrános (lemezházas) gázmérő épületen belül csak akkor helyezhető el, ha a gáznyomás-szabályozó kétfokozatú.
25.7. Nagy-középnyomású gáznyomás-szabályozóról ellátott membrános (lemezházas) gázmérő épületben nem helyezhető el.
25.8. A gázmérő üzemeltetője, kezelője a gázmérővel, mérési rendszerrel kapcsolatos üzemeltetési és karbantartási munkákat akkor végezheti, ha rendelkezésre áll a területi földgázelosztó, vezetékes PB-gáz szolgáltató, telephelyi szolgáltató, telephelyi engedélyes, vagy PB-gáz forgalmazó által ellenőrzött, az üzemeltetési és karbantartási munkára vonatkozó műveleti utasítás.
25.9. A legfeljebb 100 m3/h névleges együttes teljesítményű membrános (lemezházas) gázmérő elé, annak mérőkötésébe elzáró szerelvényt kell beépíteni.
25.10. Ha a házi gáznyomás-szabályozó és a legfeljebb 6 m3/h névleges teljesítményű gázmérő közvetlenül, együtt kerül elhelyezésre, akkor elegendő a gáznyomás-szabályozó előtt közvetlenül elhelyezett elzáró szerelvény beépítése. Almérő a területi földgázelosztó, vezetékes PB-gáz szolgáltató, telephelyi szolgáltató, telephelyi engedélyes, vagy a PB-gáz forgalmazó feltételeinek és a műszaki biztonsági szabályzat előírásainak betartásával építhető be.
25.11. A 100 m3/h-nál nagyobb névleges teljesítményű membrános (lemezházas) gázmérő gázfogyasztó készülékkel azonos helyiségben a szekunder mérésre alkalmazott turbinás-, forgódugattyús és mérőperemes gázmérőinek kivételével nem helyezhető el.
25.12. Egy helyen telepített, 100 m3/h összes névleges teljesítményűnél nagyobb gázmérő elhelyezésére külön mérőhelyiséget kell létesíteni.
25.13. A 100 m3/h összes névleges teljesítményűnél nagyobb gázmérő elhelyezése esetén a külön mérőhelyiséget épületben külső fal mentén úgy kell létesíteni, hogy a területi földgázelosztó, telephelyi szolgáltató, telephelyi engedélyes, vezetékes PB-gáz szolgáltató, PB-gáz forgalmazó és a létesítmény kezelője által bármikor könnyen megközelíthető legyen.
25.14. A külön mérőhelyiség bejárata szabadból vagy az épület közös, jól szellőzött és mindenkor megközelíthető teréből nyíljon.
25.15. A külön mérőhelyiség bejáratánál figyelmeztető táblát kell elhelyezni, és 1 db 55A, 233B, C oltási teljesítményű tűzoltó készüléket kell a mérőhelyiség bejáratához közel, jól látható és hozzáférhető helyen falhoz rögzített állapotban készenlétben tartani.
25.16. A külön mérőhelyiséget szabad térrel úgy kell összeszellőztetni, hogy az alsó-felső vagy alsó-alsó szellőző együttes szabad keresztmetszete nagyobb legyen, mint a gázmérő helyiség alapterületének 1%-a. A szellőző alsó élének a külső szinttől legalább 400 mm-rel magasabbnak kell lennie. A szellőzőket más nyílászáróktól legalább 1 méter távolságra kell elhelyezni. A szellőzőt mechanikai védelemmel, legfeljebb 15 mm résszélességű, vagy lyukbőségű ráccsal, huzalhálóval vagy fix zsaluval kell ellátni.
25.17. A külön mérőhelyiség szellőztetésére csak önálló szellőzőkürtő, szellőzőcsatorna alkalmazható.
25.18. A külön mérőhelyiség kialakításánál szikrát adó vagy elektrosztatikus feltöltődést okozó anyag nem alkalmazható.
25.19. A külön mérőhelyiség légterének fűtése csak közvetett lehet.
25.20. A külön mérőhelyiség 140 kW egység-hőterhelés és 1400 kW együttes hőterhelés feletti hőtermelő berendezés helyiségével egymásba nyílóan nem létesíthető.
25.21. Ha a gázellátás külön gáznyomás-szabályozóról történik és a mérőhelyiség a primer oldali (közműre vagy távvezetékre csatlakozó) gáznyomás-szabályozókra előírt védőtávolságnál a gáznyomás-szabályozó állomáshoz közelebb vagy azzal együtt kerül telepítésre, akkor a mérőhelyiségére is az adott gáznyomás-szabályozó állomásra érvényes előírások vonatkoznak.
25.22. Gázmérőt szabadban, külső falon mechanikai és káros hőhatás elleni védelem biztosításával kell felszerelni.
25.23. Ha a gázmérőt külső falra, lépcsőházban, közös használatú térben szerelik fel, akkor azt zárható ajtójú fülkében vagy szekrényben kell elhelyezni.
25.24. Pincében, alagsorban membrános (lemezházas) gázmérő akkor helyezhető el, ha teljesülnek a következő feltételek:
a) a pince vagy annak a gázmérő elhelyezésére szolgáló helyisége vagy fülkéje nem korrózióveszélyes,
b) a pince talajvíz ellen szigeteléssel és szilárd padlóburkolattal rendelkezik,
c) a pince űrszelvénye legalább 1,7 × 0,8 m és
d) a pince átszellőzése biztosított.
25.25. A gázmérők csoportos szerelése során biztosítani kell a következő a)-d) alpontban meghatározott feltételek teljesülését:
a) a gázmérőket az épület közös használatú terében kell elhelyezni, oda a bejutás lehetőségét a nap bármely szakában biztosítani kell;
b) a szekrényeknek kulccsal zárhatóknak kell lenniük;
c) ha a gázmérő nem a felhasználási hely bejárata mellett, vagy azzal nem azonos szinten (emeleten) van, akkor a fogyasztói vezetéket a felhasználási helyen belül az oda való belépés helyén, a gázfogyasztó készülék helyiségén kívül a mechanikai sérüléstől és az illetéktelen beavatkozástól védett elzáróval kell ellátni, amelynek magassága azonos a gázmérő csatlakozás magasságával; és
d) lépcsőházban vagy azzal légtér-összeköttetésben lévő folyosón, közös helyiségben elhelyezett gázmérő a lépcsőház felső szintje nyitható nyílászáróval rendelkezzen.
Ha a gázmérő lépcsőházban vagy azzal légtér összeköttetésben lévő folyosón, közös helyiségben kerül elhelyezésre, akkor a lépcsőház felső szintje nyitható nyílászáróval rendelkezzen.
25.26. A gázmérőhelyiség határoló falai és nyílászárói feleljenek meg az OTSZ, illetve a Tűzvédelmi Műszaki Bizottság létrehozásának, összetételének, feladatkörének és működésének részletes szabályairól szóló rendelet 4. §-a alapján közzétett, vonatkozó Tűzvédelmi Műszaki Irányelvek (TvMI) előírásainak. A létesítmény villámvédelmét, ha szükséges, az építésügyi és az építésüggyel összefüggő szakmagyakorlási tevékenységekről szóló rendelet szerint jogosult tervező tervezheti meg.
25.27. A gázmérők szerelési helyigényének méreteit, a fülkék vagy szekrények méreteit és kivitelét a területileg illetékes gázipari engedélyes technológiai utasításaiban szabályozza.
25.28. Gázmérőt szabadban, külső falon mechanikai és káros hőhatás elleni védelem biztosításával kell felszerelni. A védelem módját és megoldását a területileg illetékes gázipari engedélyes technológiai utasításban határozza meg.
25.29. A gáz csatlakozóvezetékek, a felhasználói berendezések és a telephelyi vezetékek műszaki-biztonsági hatósági felügyeletéről szóló 1/2020. (I. 13.) Korm. rendelet 2. §. 4. szerinti készülékcsere esetén a gázmérő le- és visszaszerelését és a tervező által elvégzett műszaki-biztonsági ellenőrzést követően a gázmérő és a fogyasztói vezeték üzembe helyezését az illetékes gázipari engedélyes minőségirányítási rendszerében előírtak alapján nyilvántartott gázszerelő is elvégezheti.
SZME-G 2020.04.17.
26. A gázfogyasztó készülékek elhelyezésének követelményei
26.1. A tervezés, felszerelés és üzembe helyezés általános feltételei
26.1.1. Csak olyan gázfogyasztó készülék telepíthető,
a) amely rendelkezik CE megfelelőségi jelöléssel, EU-megfelelőségi nyilatkozattal,
b) amelyben közvetlen vagy közvetett rendeltetési országként Magyarország (HU) nevesített, és
c) amely gázfogyasztó készülék gyári tanúsítványán feltüntetett egyik típusa megfelel a telepítés tervén, vagy az egyszerűsített készülékcsere bizonylaton feltüntetett változata szerinti egyetlen típusnak.
26.1.2. A 26.1.1. pontban meghatározott telepítési feltételek alkalmazandók az ismételten üzembe helyezésre kerülő használt vagy felújított, vagy magánforgalomban behozott gázfogyasztó készülékekre is.
26.1.3. A gázfogyasztó készülék vagy részegység magyarországi telepítése, karbantartása, használata azok magyarországi telepítéséhez magyar nyelven kiadott telepítési, karbantartási és használati előírásaiban foglaltak, és az egyszerűsített készülékcsere kivételével, kiviteli terv szerint történhet.
26.1.4. A gázfogyasztó készülék üzembe helyezésekor ellenőrizni kell a gázfogyasztó készülék típusának az EU-típusvizsgálati tanúsítványa szerinti típus-változatának azonosságát.
26.1.5. A szintetikus földgáz (SNG) közvetlen tüzeléstechnikai alkalmazása esetén a vezetékes földgázszolgáltatásban alkalmazott műszaki biztonsági előírásokon túlmenően a PB-gáz ellátásban alkalmazott műszaki biztonsági előírásokat is be kell tartani.
26.1.6. A csúcsfedező gáz (PSG) tüzeléstechnikai alkalmazása esetén, ha a földgáz keverési aránya legalább 70%, akkor a vezetékes földgáz-szolgáltatásban alkalmazott műszaki biztonsági előírásokat be kell tartani.
26.1.7. Ha a csúcsfedező gázban a bekevert földgáz aránya 70%-nál kisebb, akkor a vezetékes földgáz-szolgáltatásban alkalmazott műszaki biztonsági előírásokon túlmenően a PB-gáz ellátásban alkalmazott műszaki biztonsági előírásokat is be kell tartani.
26.2. A gázfogyasztó készülékek elhelyezésének általános feltételei
26.2.1. A gázfogyasztó készülék telepítési helyét a gázfogyasztó készülékhez mellékelt előírásokban megadott módon úgy kell megválasztani, hogy a gázfogyasztó készülék hozzáférhető, üzembiztosan kezelhető, javítható legyen.
26.2.2. Lakossági célú felhasználás esetében a gázfogyasztó készülék üzembiztos kezelhetőségét és a készülék elzáró szerelvény elzárhatóságát közvetlen eléréssel, segédeszköz nélkül kell biztosítani.
26.2.3. Nevelési, oktatási építményeknek a gyermekek, tanulók tartózkodására szolgáló helyiségében, terében gázfogyasztó készülék és kapcsolója, automatikája csak úgy alkalmazható, hogy ahhoz a gyermekek, tanulók ne férjenek hozzá.
26.2.4. Technológiai és ipari, vagy mezőgazdasági célú felhasználás esetében a gázfogyasztó készülék üzembiztos kezelését közvetett elérhetőséggel akkor lehet biztosítani, ha a gázfogyasztó készülék működését ellenőrizni lehet távvezérlő vagy más egyéb távfelügyeleti rendszer segítségével. Ebben az esetben a készülék elzáró szerelvény elzárhatóságát közvetlen eléréssel is biztosítani kell.
26.2.5. A gázfogyasztó készülék telepítési helyét úgy kell megválasztani, hogy a gázfogyasztó készülék hősugárzásából származó hő ne károsítsa a környezetét.
26.2.6. Gépkocsi tárolására alkalmas helyiségben csak „C” típusú gázfogyasztó készülék telepíthető. A gépkocsi tárolására alkalmas helyiségekben elhelyezett gázfogyasztó készüléket mechanikus sérülések elleni védelemmel kell ellátni, elé hőre záró szerelvényt kell beépíteni.
26.2.7. Minden gázfogyasztó készülék előtt, ha erről a gyártó előírása másként nem rendelkezik, a kezelési irányból legalább 0,8 m szabad közlekedési, mozgási, kezelési lehetőséget adó teret kell biztosítani.
26.2.8. A gázfogyasztó készülék vagy készülékcsoport csatlakozásába, a fogyasztói vezetékbe kézi elzárót kell beépíteni. A kézi elzárókat minden esetben közvetlenül hozzáférhetően, a készülékkel azonos helyiségben, kezelhető magasságban, legfeljebb 1,6 m magasan kell elhelyezni. Ezt az előírást a magasban elhelyezett gázfogyasztó készülékekre is alkalmazni kell. Kézi elzáróként gázkonnektor is alkalmazható.
26.2.9. A gázfogyasztó készüléknek mechanikai feszültségektől mentesen kell csatlakoznia a fogyasztói vezetékhez. A készülék elzáró szerelvény és a készülék közé beépíthető hajlékony vezeték. A hajlékony vezeték hossza legfeljebb 1,5 m lehet, kivéve a szabadban szerelt gázkonnektoros csatlakozást, melynek hossza legfeljebb 6 m lehet, és toldása nem megengedett.
26.2.10. Éghető anyagú hajlékony vezeték alkalmazása esetén hőhatásra záró szerelvényt kell a gázfogyasztó készülék elzáró szerelvénye és a hajlékony vezeték közé beépíteni.
26.2.11. Falra szerelt gázfogyasztó készüléket megfelelő módon rögzíteni kell és szükség szerint alátámasztani.
26.2.12. A gázfogyasztó készülék abban az esetben szerelhető kádhoz vagy zuhanyzóhoz 60 cm-nél kisebb vízszintes távolságban, ha a villamos részeinek védettsége megfelel az ilyen elhelyezés esetén várható hatásoknak és a készülék áramkörét legfeljebb 30 mA névleges kioldóáramú áram-védőkapcsolóval kell védeni. Az MSZ HD 60364-7-701:2007 [Kisfeszültségű villamos berendezések. 7-701. rész: Különleges berendezésekre vagy helyekre vonatkozó követelmények. Helyiségek fürdőkáddal vagy zuhannyal (IEC 60364-7-701 módosítva)], az MSZ HD 60364-4-41 [Kisfeszültségű villamos berendezések. 4-41. rész: Biztonság. Áramütés elleni védelem. (IEC 60364-4-41, módosítva)], az MSZ EN 60529 [Villamos gyártmányok burkolatai által nyújtott védettségi fokozatok (IEC 529:1989)] szabvány vonatkozó követelményeinek megfelelő gázfogyasztó készülékeket úgy kell tekinteni, hogy megfelelnek e pont követelményeinek.
26.2.13. Cserépkályha égő csak merev falú fogyasztói vezetékkel köthető be.
26.2.14. PB-gáz üzemű gázfogyasztó készülék tervező által előírt többletfeltételek teljesítésével olyan helyiségekben is elhelyezhető és üzemeltethető,
a) amelyek padlószintjei a külső terepszintnél mélyebbek,
b) amelyből annak padlószintjétől mélyebb szintű olyan helyiség nyílik, amelynek teljes levegőcseréje nem biztosított, vagy
c) amelyben akna, vízzár nélküli csatornaszem vagy pincelejárat van.
26.3. Az „A” típusú gázfogyasztó készülékek elhelyezésének sajátos feltételei
26.3.1. Az „A” típusú, átfolyó rendszerű vízmelegítő vagy közvetlen kifolyásra, vagy csak azonos helyiségben lévő egy csapolóra, és csak időszakos melegvíz-vételi célra alkalmazható.
26.3.2. Az „A” típusú szerint telepített gázfogyasztó készülék – a 26.3.3. pontban meghatározott kivételekkel – nem helyezhető el a következő helyiségekben, és a gázfogyasztó készülék működéséhez szükséges légtérbővítés, szellőzőnyílás sem nyílhat a következő helyiségek egyikére sem:
a) épületek huzamos tartózkodásra szolgáló és az azokkal légtér-összeköttetésben lévő helyiségeire,
b) épületek testnevelés, sportolás céljára szolgáló helyiségeire,
c) nevelési, oktatási építmények – legfeljebb 18 éves gyermekek, tanulók tartózkodására szolgáló – helyiségeire, a taneszköznek minősülő, valamint az épület ellátására szolgáló konyhai gázfogyasztó készülékek kivételével,
d) közvetlen természetes szellőzés nélküli helyiségekre.
26.3.3. Nem vonatkoznak a 26.3.2. pontban foglalt tilalmak a következő esetekre:
a) a konyhában, vagy konyha, étkező, nappali rendeltetésű helyiségben elhelyezett tűzhelyre, ha a gázfogyasztó készülék égésbiztosítóval rendelkezik és a helyiség légellátása biztosított;
b) ha a tűzhelyet, vízmelegítőt az időszakos használatú létesítmények vagy melléképítmények szabad légtérrel összeszellőztetett helyiségében helyezik el; vagy
c) ha az égéstermék elvezetés nélküli gázfogyasztó készülék az alkalmazott technológiai rendszer része, a helyiségben külső térbe szellőző gépi elszívó berendezés üzemel és a helyiség levegő utánpótlása közvetlenül a szabadból biztosított.
26.3.4. Burkolatlan égőjű gázfogyasztó készüléket 1,2 m-nél kisebb mellvédmagasságú, befelé nyíló, forgó ablakszárny alatt elhelyezni tilos.
26.3.5. Az éghető anyag és a gázfogyasztó készülék között olyan távolságot kell biztosítani, hogy az éghető anyag felületén a hő a gázfogyasztó készülék legnagyobb hőterhelésű üzeme esetén se okozzon károsodást. Ez a távolság 0,5 m-nél kisebb nem lehet. Ha ez nem biztosítható, akkor:
a) a gázfogyasztó készülék oldalelemének magasságát meg nem haladó magasságú bútor esetében a gázfogyasztó készülék oldalelemének magasságáig,
b) a gázfogyasztó készülék oldalelemének magasságát meghaladó magasságú bútor esetében a gázfogyasztó készülék fölött legalább 0,5 m magasságig, a gázfogyasztó készülék oldaleleméhez képest 0,5 m-nél nem magasabb bútor esetében a bútor magasságáig
hő ellen védő lemezt kell felszerelni.
26.3.6. Beépíthető kivitelű és gyárilag hőszigetelt, nem oldalsó égéstermék kivezetésű tűzhely bútor mellé közvetlenül is elhelyezhető, ha a gyártó előírásai ezt megengedik. A bútor magassága a tűzhely oldalelemének magasságát nem haladhatja meg.
26.3.7. Laboratóriumi, lángőrzés nélküli gázfogyasztó készülék esetében a fogyasztói vezetékbe a laboratóriumon kívül közös elzáró szerelvényt kell beépíteni, amelyet iskola, tanintézet vagy idegen által is látogatott helyen illetéktelenek elől elzárva, védőszekrényben kell elhelyezni. Az üzemeltetőnek ennek kezelésére alkalmazottai közül kijelölt személyt kell megbíznia.
26.4. A „B” típusú, legfeljebb 140 kW együttes hőterhelésű gázfogyasztó készülékek elhelyezésének sajátos feltételei
26.4.1. Új felhasználói berendezés létesítése esetén, huzamos emberi tartózkodásra szolgáló helyiségekben és az azokkal légtér-összeköttetésben lévő helyiségekben B11, B12, B13, B21, B31, B41, B42, B43, B51 típusú gázfogyasztó készülék – a 26.4.2. pontban meghatározott kivétellel – nem helyezhető el.
26.4.2. A 26.4.1. pontban meghatározott elhelyezési tilalom alól kivételt képez az az eset, amikor a gázfogyasztó készülék az alkalmazott gázfelhasználó technológiai rendszer része, és a felállítási helyiségben túlnyomásos szellőzés üzemel. Ez esetben a gázfogyasztó készülék üzemelését reteszelni kell a gépi szellőztetés működéséhez.
26.4.3. Huzamos emberi tartózkodásra szolgáló helyiségben és az azzal légtér-összeköttetésben lévő helyiségekben B14, B22, B23, B32, B33, B44, B52, B53 típusú gázfogyasztó készülék abban az esetben helyezhető el, ha a gázfogyasztó készülék megfelelő légellátása a gázfogyasztó készülék teljes üzemi tartományában biztosított, továbbá a gázfogyasztó készülék üzeme más tüzelőberendezések üzemét, és egyéb készülék üzeme a gázfogyasztó készülék üzemét nem befolyásolja hátrányosan.
26.4.4. A műszaki biztonsági szabályzat hatálybalépését megelőzően telepített gázfogyasztó készülék esetében az utólag létesített gépi elszívó berendezést és egyéb, a légellátást befolyásoló nyomáscsökkenést okozó berendezést a gázfogyasztó készülék üzemével reteszelni kell, vagy a légellátás megfelelőségét tervezővel igazoltatni kell.
26.4.5. Nem huzamos emberi tartózkodásra szolgáló helyiségben és az azzal légtér-összeköttetésben lévő helyiségekben „B” típusú gázfogyasztó készülék a 26.4.5.1-26.4.5.6. pontban meghatározott, az adott telepítési hely és telepítendő rendszer sajátosságaira vonatkozó feltételekkel helyezhető el. Ettől eltérni a 26.4.5.8. pontban meghatározottak szerint lehet.
26.4.5.1. Nem huzamos emberi tartózkodásra szolgáló helyiségben és az azzal légtér-összeköttetésben lévő helyiségekben telepítendő „B” típusú gázfogyasztó készülék esetében az elhelyezési helyiség nem lehet belső terű.
26.4.5.2. A „B” típusú gázfogyasztó készülék felállítási helyisége nem lehet légtér-összeköttetésben a hatályos kockázati osztályba sorolás szerint robbanásveszélyes osztályba tartozó anyag tárolására, vagy feldolgozására szolgáló helyiségekkel.
26.4.5.3. A B11, B12, B13, B21, B31 típusú természetes huzat vagy mesterséges szívás hatása alatt álló égéstermék-elvezetőhöz csatlakoztatott gázfogyasztó készülék, valamint a B41, B42, B43, és B51 típusú készülék az egyidejű üzemelést kizáró reteszelési feltételek teljesülése mellett helyezhető el, ha a felállítási helyiségben vagy a vele légtér-összeköttetésben lévő helyiségben szilárd- vagy olajtüzelésű, nyílt égésterű, égéstermék-elvezetőhöz csatlakoztatott hőtermelő berendezés, depresszió keltésére képes gépi berendezés, vagy B14, B22, B23, B32, B33, B44, B52, B53 típusú gázfogyasztó készülék üzemel.
26.4.5.4. Nem huzamos emberi tartózkodásra szolgáló helyiségben és az azzal légtér-összeköttetésben lévő helyiségekben telepítendő B1, B2, B3 típusú gázfogyasztó készülékek az égéstermék-elvezetőhöz közvetlenül csatlakozzanak.
26.4.5.5. Nem huzamos emberi tartózkodásra szolgáló helyiségben és az azzal légtér-összeköttetésben lévő helyiségekben telepítendő B14, B22, B23, B32, B33, B44, B52, B53 típusú gázfogyasztó készülék egyidejű használatának lehetősége más tüzelőanyaggal üzemelő tüzelőberendezéssel, a felállítási helyiségben nyomáscsökkenést előidéző más gépi berendezéssel vagy más berendezéssel abban az esetben engedhető meg, ha a tervező által számítással igazolt, hogy a gázfogyasztó készülék ventilátorának emelőmagassága a felhasználói berendezés bármely üzemi állapotában képes a felállítási helyiségből távozó égéstermék tömegáram megfelelő mértékét fenntartani, és a gázfogyasztó készülék által létrehozott depresszió az összenyitott légtérben üzemelő egyéb berendezések üzemét nem befolyásolhatja hátrányosan.
26.4.5.6. Nem huzamos emberi tartózkodásra szolgáló helyiségben és az azzal légtér-összeköttetésben lévő helyiségekben telepítendő B11, B12, B13, B21, B31 típusú gázfogyasztó készülék csak olyan égéstermék-elvezetőhöz csatlakoztatható, amely a gázfogyasztó készülék égéstermék kilépésre szolgáló kivezetésére biztosítja az égéstermék maradéktalan elvezetéséhez szükséges huzatot. Új gázfogyasztó készülék telepítése esetén az égéstermék-elvezető által a gázfogyasztó készülék égéstermék kilépési helyére biztosítandó huzat mértékét a hő- és áramlástani méretezéshez a gázfogyasztó készülékhez csatolt dokumentáció alapján kell felvenni.
26.4.5.7. A gázfogyasztó készülék leállítására reteszfeltételként akkor alkalmazható biztonsági kapcsoló, ha a gázfogyasztó készülék a kialakítása szerint alkalmas az együtt üzemelés megakadályozására minősített, automatikus működésű biztonsági kapcsoló beépítésére. A biztonsági kikapcsoló megfelelő és biztonságos működését a gázfogyasztó készülék gyártója által feljogosított szakszerviznek igazolnia kell.
26.4.5.8. A 26.4.5.1-26.4.5.6. pontban foglaltak alkalmazása az alábbi a)-d) alpontok egyidejű teljesülése esetén mellőzhető, ha
a) az elszívó ventilátor nem a gázfogyasztó készülék felállítási helyiségében van,
b) az elszívó ventilátor által megszívott helyiségben van egy szabadba nyíló nyílászáró, amelynél az elszívó ventilátor maximális szállításához m3/h-nként legalább 10 cm2 szabad keresztmetszet van,
c) az elszívó ventilátor üzemeltetése reteszelten csak a nyitható nyílászáró b) alpont szerint számított szabad keresztmetszetet biztosító állásában lehetséges, és
d) a gázfogyasztó készülék helyiségének levegőellátása biztosított.
26.4.5.9. A gyártó eltérő előírásának hiányában gázkályhát, fűtő- és vízmelegítő készüléket, kandallót, valamint a hővédő burkolattal nem rendelkező egyéb gázfogyasztó készüléket a bútortól, éghető tárgyaktól olyan távolságra kell elhelyezni, hogy az éghető tárgyakban károsodást, gyújtási veszélyt ne okozzon. Ez a távolság 0,5 m-nél kisebb nem lehet. Kisebb távolság esetén járulékos hő elleni védelmet kell alkalmazni.
26.4.5.10. Ha a gyártó előírása másként nem határozza meg,
a) a gázfogyasztó készülék és WC, piszoár vagy bidé közelebbi élei közötti távolság legalább 0,5 m lehet;
b) a falra szerelt gázfogyasztó készülék gáz csatlakozási magassága, illetve alsó élének magassága a padlószint felett 0,4-1,4 m között lehet;
c) sugárzóbetétes vagy burkolatlan égőjű fali fűtőkészülék alsó éle 0,5 m-nél nem lehet magasabban;
d) a gázfogyasztó készülékek fülkében vagy szekrényben, a gyártó előírásainak megfelelően helyezhetők el. Tömör, nem hálóval vagy ráccsal kialakított ajtószerkezet esetében a fülkére, vagy szekrényre egyenként legalább 400 cm2 szabad felületű alsó-felső, PB-gáz esetén alsó-alsó szellőzőnyílást kell készíteni.
26.4.5.11. A tervezőnek biztosítania kell, hogy gyűjtő vagy központi rendszerű égéstermék-elvezetőből más gázfogyasztó készülékek égésterméke ne áramolhasson a felállítási helyiségbe a felállítási helyiségben lévő gázfogyasztó készüléken keresztül, vagy a gázfogyasztó készüléktől független égéstermék-elvezetőn keresztül, ha
a) a gázfogyasztó készülék teljes vagy részterhelésen üzemel, kikapcsolt, vagy készenléti állapotban van, vagy
b) a felállítási helyiségben üzemeltetett, depresszió keltésére alkalmas gépi berendezés üzemel.
26.5. A „C” típusú, egy helyiségben legfeljebb 140 kW együttes hőterhelésű gázfogyasztó készülékek elhelyezésének sajátos feltételei
26.5.1. A „C” típusú, egy helyiségben legfeljebb 140 kW együttes hőterhelésű gázfogyasztó készülékek elhelyezésénél a 26.2.1-26.2.12. pont általános előírásain túl a 26.13.1-26.13.5.1. pont előírásait is be kell tartani.
26.5.2. A „C” típusú, egy helyiségben legfeljebb 140 kW együttes hőterhelésű gázfogyasztó készülék csak olyan égéstermék-elvezetőhöz csatlakoztatható, amely alkalmas a gázfogyasztó készülékek égéstermékének elvezetésére. Az MSZ EN 15287-2 (Égéstermék-elvezető berendezések. Égéstermék-elvezető berendezések tervezése, kivitelezése és üzembe helyezése. 2. rész: Zárt égésterű tüzelőberendezések égéstermék-elvezető berendezései) szabvány előírásainak megfelelő égéstermék-elvezetőt, vagy legalább egyenértékű műszaki megoldásokat úgy kell tekinteni, hogy azok megfelelnek e pont követelményeinek.
26.5.3. A 70 kW-nál nagyobb, de legfeljebb 140 kW együttes hőterhelésű gázfogyasztó készülékek égéstermék kivezetését úgy kell kialakítani, hogy az megfeleljen az MSZ EN 15287-2 [Égéstermék elvezető berendezések. Égéstermék-elvezető berendezések tervezése, kivitelezése és üzembe helyezése. 2. rész: Zárt égésterű tüzelőberendezések égéstermék-elvezető berendezései] szabvány előírásainak, vagy az alkalmazott műszaki megoldás műszaki biztonsági szempontból a szabványossal legalább egyenértékű legyen.
26.5.4. A legfeljebb 70 kW együttes hőterhelésű kondenzációs készülékekben keletkező kondenzátum vízzáron keresztül, semlegesítés nélkül akkor vezethető közcsatornába, ha a közcsatornát üzemeltető a tervező részére mást nem ír elő.
26.5.5. A 70 kW feletti együttes hőterhelésű gázfogyasztó készülékekben keletkező kondenzátum semlegesítését a tervezőnek akkor kell biztosítania, ha azt a közcsatornát üzemeltető a tervezővel való egyeztetés során szükségesnek minősíti.
26.5.6. A gázfogyasztó készülék telepítése a falszerkezetek teherviselését nem befolyásolhatja.
26.5.7. A gázfogyasztó készülék felső szintje és a felette lévő nyílászáró alsó éle között legalább 0,05 m távolságot biztosítani kell.
26.5.8. A gázfogyasztó készüléket úgy kell elhelyezni, hogy a környezetében lévő berendezési tárgyakat káros hőhatás ne érje, gyulladási veszélynek ne legyen kitéve.
26.5.9. Éghető vagy éghető burkolatú falszerkezetre gázfogyasztó készüléket felszerelni nem szabad, kivéve, ha a gázfogyasztó készülék méreteit legalább 0,1 m-rel meghaladó felületű falat nem éghető falszerkezettel kiváltják, vagy a gyártó előírása ettől kifejezetten eltér.
26.5.10. A homlokzati levegő ellátású, vagy homlokzati égéstermék kivezetésű gázfogyasztó készülékkel érintett homlokzat utólagos hőszigetelése esetén a légellátás és az égéstermék elvezetés, valamint a hő- és tűzvédelem feltételeit az OTSZ, a műszaki biztonsági szabályzat és a gázfogyasztó készülék gyártója előírásainak betartásával biztosítani kell.
26.6. A 140 kW-nál nagyobb együttes hőterhelésű gázfogyasztó készülékek elhelyezésének kiegészítő követelményei
26.6.1. A 140 kW-nál nagyobb együttes hőterhelésű gázfogyasztó készülék helyiségét a hozzá technológiailag nem kapcsolódó terektől tűzgátló szerkezetekkel kell határolni.
26.6.2. A keletkező kondenzátumot 70 kW feletti együttes hőterhelés esetén a tervezőnek a közcsatorna-szolgáltatóval történt egyeztetésnek megfelelően kell a közcsatornába vezetnie. Az egyeztetéskor figyelembe kell venni a keletkező kondenzátum és a háztartási jellegű szennyvíz tervezett mennyiségét.
26.6.3. A gázfogyasztó készülék helyiségének szellőző berendezése tűzszakasz határt nem módosíthat.
26.6.4. A 140 kW-nál nagyobb együttes hőterhelésű gázfogyasztó készülékkel azonos légtérben lévő villamos berendezések e helyiségen kívülről történő lekapcsolhatóságát biztosítani kell.
26.6.5. A gázérzékelővel vezérelt önműködő leválasztás esetében a főkapcsolótól független részleválasztó kapcsolót kell létesíteni. A részleválasztás terjedjen ki az ellenőrzött légtérben lévő valamennyi villamos berendezésre, kivéve:
a) a vészszellőző berendezést,
b) minden olyan villamos berendezést, amelynek önműködő leválasztását technológiai vagy biztonsági okok nem teszik lehetővé, és
c) az ellenőrzött légtérben elhelyezett, robbanásbiztos kivitelű villamos berendezést.
26.6.6. Minden, a helyiségben lévő, a részleválasztás után is feszültség alatt maradó, villamos berendezésnek robbanásbiztos kivitelűnek kell lennie. Az MSZ EN 60079-14 (Villamos gyártmányok robbanóképes gázközegben. Villamos berendezések létesítése robbanásveszélyes térségekben) szabványnak megfelelő, vagy azzal legalább egyenértékű műszaki megoldásokat úgy kell tekinteni, hogy azok teljesítik e pont követelményeit.
26.6.7. A csatlakozóvezetékbe vagy a fogyasztói vezetékbe a gázfogyasztó készülék helyiségén kívül – közvetlenül az ajtó mellett – kézi működtetésű elzárót kell beépíteni úgy, hogy az a gázfogyasztó készülékhez tartozó valamennyi záró- és egyéb szerelvény előtt legyen. Az elzáró szerelvény helyét jelzőtáblával jelölni kell.
26.6.8. A helyiségben elhelyezett gáznyomás-szabályozó – ide nem értve a készülék-nyomásszabályozót – membránjának a légtérrel összeköttetésben lévő terét el nem zárható szellőzővezetéken át a szabadba kell szellőztetni.
26.6.9. A szellőzőcső végét víz elleni védelemmel és DN 25 feletti méret esetén visszalobbanás-gátlóval kell ellátni.
26.6.10. Az ipari és mezőgazdasági gázfogyasztó készülékeket olyan automatikus égésellenőrző, égésvezérlő berendezéssel kell ellátni, amely biztosítja a gázfogyasztó készülék égőinek biztonságos gyújtását, az égésellenőrzést, a tűztér megfelelő elő- és utószellőzését. Az MSZ EN ISO 23553-1 [Olajégők és gázfogyasztó készülékek biztonsági, szabályozó és vezérlőberendezései. Egyedi követelmények. 1. rész: Az olajégők zárószerelvényei (ISO 23553-1)], az MSZ EN 298 (Automatikus égőellenőrző rendszerek gáznemű vagy folyékony tüzelőanyaggal működő égőkhöz és készülékekhez), az MSZ EN 746-1 (Ipari hőtechnikai berendezések. 1. rész: Ipari hőtechnikai berendezések általános biztonsági követelményei) és az MSZ EN 746-2 (Ipari hőtechnikai berendezések. 2. rész: Tüzelő- és tüzelőanyag-ellátó rendszerek biztonsági követelményei) szabványok előírásainak megfelelő égésellenőrző és égésvezérlő berendezéseket, vagy ezekkel legalább egyenértékű műszaki megoldásokat úgy kell tekinteni, hogy teljesítik e pont követelményeit.
26.6.11. Minden gázégő vagy együttműködő égőcsoport elé automatikusan működő záró-szerelvényt kell beépíteni, amely lángkimaradás vagy a tűztér nem megfelelő levegőellátása, vagy a fűtendő közeg túlmelegedése esetén az égők gázellátását megszünteti. Az MSZ EN 161 (Gázégők és gázfogyasztó készülékek automatikus záró szelepei) szabványnak megfelelő műszaki megoldásokat, vagy az ezekkel legalább egyenértékű műszaki megoldásokat úgy kell tekinteni, hogy azok megfelelnek e pont követelményeinek. Az automatikus záró szerelvény beépítésével a készülék elzáró nem helyettesíthető.
26.6.12. Az automatikus biztonsági záró- és a szabályozószerelvények működésének egymástól való függetlenségét a tervezőnek biztosítania kell.
26.6.13. A tervezőnek a záró szerelvények beépítését a 26.1. táblázatban foglaltak alapján kell meghatároznia.
26.1. táblázat
| A | B | C | ||
| 1. | Hőterhelés [kW] | Természetes huzattal működő égő vagy együttműködő égőcsoport | Mesterséges huzattal működő égő vagy együttműködő égőcsoport | |
| 2. | ≤ 70 | 2 × B | 2 × A | |
| 3. | > 70 ≤ 1200 | 2 × A | 2 × A | |
| 4. | > 1200 | 2 × A + szelep (tömörség) ellenőrző | 2 × A + szelep (tömörség) ellenőrző |
26.6.14. Az együttműködő gázégőcsoport közös záró szerelvényeit az együttes hőterhelés alapján kell a tervezőnek kiválasztania.
26.6.15. A tervezőnek biztosítania kell, hogy az automatikus záró szerelvény biztonsági kikapcsoláskor zárjon, a zárásnak reteszelt kikapcsolásúnak kell lennie. A kiviteli tervben előírtak szerint biztosítani kell, hogy a reteszelt kikapcsolás kézi oldása minden esetben csak speciális eszköz használatával történhessen.
26.6.16. A tervezőnek az automatikus záró szerelvény beépítését úgy kell megterveznie, hogy a készülék rendszerétől függően az egyes égőket vagy égőcsoportokat, vagy az egész gázbetáplálást lezárja.
26.6.17. Ipari és mezőgazdasági berendezéseknél gázoldali kötésbe 140 kW hőterhelésig kényszerlevegős gázégőnél elegendő a gázégő előtt 2 db „B” osztályú elzáró szerelvény beépítése. Az MSZ EN 746-2 (Ipari hőtechnikai berendezések. 2. rész: Tüzelő- és tüzelőanyag-ellátó rendszerek biztonsági követelményei) szabvány szerinti megoldásokat úgy kell tekinteni, hogy azok teljesítik e pont követelményeit.
26.6.18. A fogyasztói vezeték végpontjain és a jelentősebb szakaszait elzáró szerelvények előtt szellőztető vezetéket, vagy annak csatlakoztatási lehetőségét a tervezés során biztosítani kell. A szellőzőcső végét víz elleni védelemmel és DN 25 feletti méret esetén visszalobbanás-gátlóval kell ellátni.
26.7. A gázfogyasztó készülékek erősáramú villamos hálózatra történő csatlakoztatásának követelményei
26.7.1. Az olyan gázfogyasztó készülék esetében, amelynek villamos hálózati csatlakoztatása van és áramfelvétele nem éri el a 30 A áramerősséget, a villamos hálózatnak csak olyan részéről táplálható, amelyet testzárlat esetében a tápláló áramkörbe, a tápláló elosztóba vagy az azt megelőző táplálásba iktatott 30 mA érzékenységű, vagy ennél érzékenyebb áram-védőkapcsoló önműködően lekapcsol.
26.7.2. A villamos hálózati csatlakozással rendelkező gázfogyasztó készülék esetében a gázfogyasztó készülék közelében az áramkörbe iktatott hárompólusú (2s+f) megszakítóval vagy dugós csatlakoztatóval biztosítani kell a villamos hálózatról való leválasztás lehetőségét.
26.7.3. A villamos hálózati csatlakozással rendelkező gázfogyasztó készülék esetében a testet csak szerszámmal bontható módon össze kell kötni a villamos hálózat érintésvédelmi védővezetőjével. Ha a villamos csatlakoztatás dugós csatlakozóval megoldható, akkor ez az összekötés a dugós csatlakozó védőérintkezőjével is biztosítható.
26.7.4. A villamos hálózati csatlakozással rendelkező gázfogyasztó készüléket csak olyan helyen szabad felszerelni, ahol a csatlakozóvezeték, a fogyasztói vezeték be van kötve az épület egyenpotenciálra hozó (EPH) hálózatba. Épületen belül új csatlakozóvezeték esetében ellenőrizni kell az EPH csomópontot, valamint a csatlakozóvezetéknek ezzel való összekötését. Gázfogyasztó készüléknek meglévő fogyasztói vezetékre való csatlakoztatása esetén ennek ellenőrzése elhagyható.
26.8. Robbanás elleni védelmi követelmények a legalább 140 kW egység-hőterhelésű gázfogyasztó készülék és az egy helyiségben elhelyezett, legalább 1400 kW együttes hőterhelésű gázfogyasztó készülékek esetében
26.8 Robbanás elleni védelmi követelmények a legalább 140 kW egység-hőterhelésű gázfogyasztó készülék, gázfelhasználó technológiai rendszer és az egy helyiségben elhelyezett, legalább 1400 kW együttes hőterhelésű gázfogyasztó készülékek, gázfelhasználó technológiai rendszerek esetében
SZME-G 2020.06.12. módosítása. – A 3/2020. (I. 13.) ITM rendelet 1. melléklet módosításáig.
26.8.1. A robbanási helyzet hatásai elleni védelmet
a) gázkoncentráció érzékelő és beavatkozó készülékkel és azzal vezérelt vészszellőztető berendezéssel,
b) hasadó-nyíló felülettel, vagy
c) hasadó felülettel
kell megtervezni.
Ha a gázfogyasztó készülék(ek) helyiségének fajlagos légterhelése meghaladja az 1100 W/m3 értéket, akkor a robbanási helyzet hatásai elleni védelmet
a) gázkoncentráció érzékelő és beavatkozó készülékkel és azzal vezérelt vészszellőztető berendezéssel, vagy
b) hasadó-felülettel, vagy
c) hasadó felülettel kell megtervezni.
SZME-G 2020.04.17.:[26.8.1. módosítása a BM OKF Tűzvédelmi Irányelvek 13.1:2020. 01. 22. jelű kiadványa 8.6. előírásának megfelelően.]
(1) Ha a gázfogyasztó készülék(ek) és a gázfelhasználó technológiai rendszer(ek) helyiségének fajlagos légtérterhelése meghaladja az 1100 W/m3 értéket, akkor a robbanási helyzet hatásai elleni védelmet
a) gázkoncentráció érzékel és beavatkozó készülékkel és azzal vezérelt vészszellőztető berendezéssel, vagy
b) a keletkező esetleges robbanás túlnyomásának levezetéséről a szabadtérrel határos hasadónyíló felülettel, vagy
c) hasadó felülettel
kell megtervezni.
(2) A hasadó-nyíló felületet úgy kell meghatározni (létesíteni), hogy 1,2 – 3 kN/m2 robbanási
túlnyomás hatására nyíljon meg.
(3) A hasadó-nyíló felület nagyságát a következö számítással kell meghatározni: F = f x V
ahol
F = a szükséges hasadó-nyíló felület nagysága (m2)
V = a helyiség szabad (beépítetlen) térfoga (m3)
f = 0,15 – 0,20 (m2/m3) fajlagos hasadó-nyíló felületi tényező,
• 0,20 ha a helyiség legfeljebb 20 m3,
• 0,15 ha a helyiség 20 m3-nél nagyobb.
(4) A 2000 m3 légtérfogat feletti, legalább két oldalról szabadon álló, szabadba nyíló bejáratokkal, mennyezeten vagy közvetlenül a mennyezet alatt az oldalfalon elhelyezett szellőzőnyílásokkal rendelkező egyszintes csarnokszerű helyiségben – ha a helyiség fajlagos légtérterhelése 2800 W/m2 alatt van, el lehet tekinteni a hasadó-nyíló felület kialakításától.
(5) A 2800 W/m2 fajlagos légtérterhelés felett 2 db egymástól függetlenül működő gázérzékelőt kell beépíteni.
SZME-G 2020.06.12. módosítása. – A 3/2020. (I. 13.) ITM rendelet 1. melléklet módosításáig.
26.8.2. A gázkoncentráció érzékelő és beavatkozó készülék
a) a használt gáz ARH 20 tf%-án hallható és látható módon adjon jelzést, és egyidejűleg indítsa el a vészszellőztető berendezést, és
b) a gáz ARH 40 tf%-án szüntesse meg a felhasználói berendezés gázellátását és az esetleges egyéb tüzelést, valamint hajtsa végre a helyiség villamos szempontból gyújtóforrásként számításba vehető berendezéseinek leválasztását, kivéve a vészszellőzést és vészvilágítást.
26.8.3. A gázkoncentráció érzékelő és beavatkozó készülék által indított vészszellőzés óránként legalább tízszeres befúvásos légcserét biztosítson, és az általa indított vészszellőző berendezésnek szerkezetileg és működés szempontjából függetlennek kell lennie a helyiség szellőző rendszerétől.
26.8.4. Állandó felügyelettel üzemelő gázfelhasználó technológiai rendszer, valamint mezőgazdasági célú gázfogyasztó készülék esetében az ARH 20 és 40 tf%-ához tartozóan a 26.8.2. pontban meghatározott funkciók végrehajtása akkor mellőzhető, ha az a technológiai folyamatban zavart okozhat, egyéb veszélyhelyzetet idézhet elő.
26.8.5. Az 1400 kW-nál kisebb együttes hőterhelésű gázfogyasztó készülékek helyiségében a gázkoncentráció érzékelése és a beavatkozás módja kialakítható úgy is, hogy a gázérzékelő csak egy jelzőhatárral működik, és ennél a jelzőhatárnál együttesen teljesíti az ARH 20 és 40 tf%-ához tartozó funkciókat.
26.8.6. Nem lehet eltekinteni a hasadó vagy hasadó-nyíló felület alkalmazásától:
a) iskola, óvoda-bölcsőde, kórház, színház, filmszínház, áruház és más, tömegek befogadására alkalmas épületekben,
b) a vegyes rendeltetésű épületben, ha a tömegtartózkodásra szolgáló helyiségek alapterülete az épület szintenkénti összes alapterületének 40%-át meghaladja, vagy ha az előző tömegtartózkodásra szolgáló helyiségek közvetlenül a tüzelőberendezés helyisége felett vagy mellett vannak.
26.8.7. Ha a helyiségben gáztüzelésű és szilárd tüzelésű berendezések együtt üzemelnek, akkor a robbanási túlnyomás levezetésére kizárólag hasadó-nyíló felület alkalmazható.
26.9. A nyílt égésterű, „A” vagy „B” típusú gázfogyasztó készülékek helyiségének levegőellátásával kapcsolatos általános követelmények
26.9.1. A helyiség légterével közvetlen kapcsolatban lévő gázfogyasztó készülékek biztonságos, egészségügyi és energetikai szempontból kifogástalan üzeme érdekében a tervezőnek biztosítania kell a gázfogyasztó készülék helyiségének szellőzőlevegő-ellátását.
A Szabályzat előírásait az ideiglenesen üzemelő tüzelőberendezések helyiségeire vonatkozóan is alkalmazni kell.
SZME-G 2020.04.17. kiegészitése
26.9.2. A szükséges szellőzőlevegő-térfogatáramot és a bejutását biztosító nyomásfeltételeket meg kell tervezni. A légellátás, szellőzés és a gázfogyasztó készülékek elhelyezésének tervezésénél figyelembe kell venni a helyiségben már meglévő más tüzelőanyaggal üzemelő tüzelőberendezések kialakítását, működésükhöz szükséges légellátási igényeinek biztosíthatóságát is.
26.9.3. Az „A” és „B” típusú gázfogyasztó készülék valamelyikével ellátott, vagy azzal légtér-összeköttetésben lévő helyiségek érintettsége esetén a tervező a felhasználási hely tekintetében átalakítási tervet készít a következő esetekben:
a) a létesítéskor beépített nyílászárók cseréje,
b) a meglévő nyílászárók tömítése, ha az olyan nyílászárót érint, amely a felhasználói berendezés létesítésének műszaki-biztonsági szempontok alapján felülvizsgált terve szerint a gázfogyasztó készülék üzemére hatással van, és
c) elszívó szellőző ventilátorok, konyhai páraelszívók beépítése.
A nyílt égésterű, égéstermék-elvezetőbe nem kötött („A” típusú) és a nyitott égésterű égéstermék-elvezetőbe kötött („B” típusú) gázfogyasztó készülék valamelyikével ellátott, vagy azzal légtér összeköttetésben lévő helyiségek esetében a légellátás feltételének lényeges megváltozását jelenti az is, ha a helyiségben utólag égéstermék-elvezetőbe kötött, vegyes tüzelésű kályhát, kandallót vagy cserépkályhát telepítenek, vagy egyéb módon elszívó ventilátorral szerelt berendezést, hordozható beltéri légkondicionáló berendezést (mobil klíma)” üzemeltetnek.
SZME-G 2020.04.17.
26.9.4. A már üzemelő gázfogyasztó készülékek légellátási feltételeinek megváltozása esetén a gázfogyasztó készülékek légellátását a tervezőnek biztosítania kell.
26.9.5. A gázfogyasztó készülék elhelyezését a tervező úgy tervezze meg, hogy a készülék üzeméhez szükséges szellőzőlevegő-térfogatáram a következő módok valamelyikével jusson el a gázfogyasztó készülék helyiségébe:
a) a gázfogyasztó készülék helyiségének külső határoló szerkezetén elhelyezett, a levegő bevezetésére teljesítménynyilatkozattal és jelleggörbével rendelkező, a tervező által kiválasztott levegő-bevezető alkalmazása;
b) a közvetlenül szomszédos helyiségen keresztül történő levegőbevezetés alkalmazása, ha e helyiség külső határoló szerkezetén a tervező által kiválasztott levegő-bevezetők vannak, és ezt a szomszédos helyiséget a gázfogyasztó készülék helyiségével összeszellőztetik; vagy
c) a szabadból nyíló, méretezett légcsatorna alkalmazása, amelyen keresztül a tervezett szellőzőlevegő-térfogatáram gravitációs vagy ventilátorral létrehozott nyomáskülönbség hatására a gázfogyasztó készülék helyiségébe áramlik.
Két, egymással határos helyiség akkor tekinthető összeszellőztetettnek, ha a két helyiség közös elválasztó falán 2 db, egyenként legalább 150 cm2 szabad felületű, el nem zárható, a két légteret összekötő szellőzőnyílás van, amelyek közvetlenül a padlószinten és a mennyezet alatt, de egymástól legalább 1,8 m függőleges távolságban helyezkednek el.
SZME-G 2020.04.17.
26.9.6. A levegő-bevezetők elzárásának vagy az összeszellőztető nyílások eltakarásának tilalmát a kiviteli tervben elő kell írni. Az összeszellőztető nyílások eltakarásának tilalmát a gázfogyasztó készülék helyiségében közvetlenül a szellőztető nyílások közelében „A szellőzőnyílások eltakarása tilos!” tábla kihelyezésével maradandóan jelezni kell a felhasználó részére.
26.9.7. A tervezőnek a szellőző levegő bevezetésére tervezett légcsatorna szabadba nyíló végén el nem zárható zsalu, huzalháló vagy rács beépítését kell előírnia.
26.9.8. Ha a szellőző levegő bejuttatására tervezett légtechnikai berendezésben nagy áramlási ellenállású elemek találhatók, a tervező meghatározza a tervezett ventilátor és a gázfogyasztó készülék reteszelésének műszaki megoldását. A légcsatornába a tervező által kiválasztott hővisszanyerő elem beépíthető.
26.9.9. Ha a szellőző levegő útvonalán a légcsatornában, vagy a légtechnikai berendezésben zárószerkezet van, akkor a tervezőnek biztosítania kell, hogy a gázfogyasztó készülék csak a szerkezet teljesen nyitott állapotában legyen üzemeltethető.
26.10. Az „A” típusú gázfogyasztó készülékek helyiségének levegő ellátásával, szellőzésével kapcsolatos sajátos követelmények
26.10.1. Az „A” típusú gázfogyasztó készülékek biztonságtechnikai és egészségügyi szempontból kifogástalan üzemének biztosítása céljából a tervezőnek meg kell terveznie a helyiség olyan légcseréjét, amely az égéstermék és a használat során keletkezett egyéb szennyezőanyagok koncentrációját az egészségügyi követelményeknek megfelelően korlátozza.
26.10.2. A lakossági fogyasztóknál felszerelt, legfeljebb 11 kW névleges hőterhelésű gáztűzhely esetében a helyiség levegőellátását és szellőzését megfelelőnek kell tekinteni, ha
a) a felszerelési helyiség 15 m3-nél nagyobb légtérfogatú,
b) a felszerelési helyiségnek legalább egy szabadba nyíló ajtaja vagy legalább 1,0 m2 felületű szabadba nyitható ablaka van, és
c) a tervező a kiviteli tervben, majd a kivitelezést követően – vagy meglévő gázfogyasztó készülék egyszerűsített eljárással történő cseréje esetén a kivitelező a kivitelezést követően – írásban hívja fel a felhasználó figyelmét a gáztűzhely üzeme során a légtérbe jutó káros anyagok eltávolításának fontosságára és ennek érdekében a szellőztetés biztosítására.
26.10.3. A 26.10.2. pont c) alpontjában meghatározott figyelemfelhívásnak az átvételét a felhasználónak aláírásával igazolnia kell.
26.10.4. Ha a 26.10.2 pontban meghatározott követelmények közül egy vagy több nem teljesül, akkor a gázfogyasztó készülék elhelyezésére szolgáló helyiség szellőzőlevegő-térfogatáramát a tervezőnek úgy kell meghatároznia, hogy a gázfogyasztó készülék egyidejű hőterhelésére vonatkoztatva a legalább 12 m3/h/kW érték biztosított legyen.
26.10.5. A lakossági fogyasztónál felszerelt gázfogyasztó készülékek egyidejű hőterhelését az adattábla szerinti névleges hőterhelés (kW) és a 26.2. táblázatban megadott egyidejűségi tényezők szorzataként kell kiszámítani.
26.2. táblázat
| A | B | ||
| 1. | Gázfogyasztó készülék | Egyidejűségi tényező | |
| 2. | 2-nél több főzőhelyet tartalmazó tűzhely | 0,5 | |
| 3. | 1-2 főzőhelyes gázfőző | 0,65 | |
| 4. | egyéb gázfogyasztó készülék | 1,0 | |
| 5. | nem lakossági fogyasztónál felszerelt gázfogyasztó készülékek | 1,0 |
26.10.6. Ha a szellőzőlevegő-térfogatáram bejuttatását a tervező gépi elszívó szellőzéssel biztosítja, akkor a tervezői nyilatkozat terjedjen ki arra is, hogy a gépi elszívás a helyiséggel légtér-összeköttetésben lévő „B” típusú gázfogyasztó készülék vagy egyéb tüzelőberendezés égéstermék elvezetésére nincs káros hatással.
26.11. A „B” típusú gázfogyasztó készülékek helyiségének ellátásával, szellőzésével kapcsolatos sajátos követelmények
26.11.1. A „B” típusú gázfogyasztó készülékek biztonságtechnikai és egészségügyi szempontból kifogástalan üzeméhez a tervező tervezze meg:
a) az áramlásbiztosítóval rendelkező gázfogyasztó készülékeknél az égési levegő, valamint az áramlásbiztosítón keresztül a helyiségből kiáramló helyiséglevegő pótlását,
b) az áramlásbiztosítóval nem rendelkező gázfogyasztó készülékeknél legalább az égési levegő pótlását.
26.11.2. A gázfogyasztó készülék biztonságos üzemeléséhez szükséges szellőzőlevegő-térfogatáramot a tervezőnek biztosítania kell. A minimálisan szükséges szellőzőlevegő-térfogatáram meglétét a tervező hő- és áramlástani méretezéssel igazolja. Az MSZ EN 13384-1 (Égéstermék-elvezető berendezések. Hő- és áramlástechnikai méretezési eljárások. 1. rész: Égéstermék-elvezető berendezések egy tüzelőberendezéshez) szabvány szerint, vagy több gázfogyasztó készüléket ellátó égéstermék elvezetés méretezése esetén, az MSZ EN 13384-2 (Égéstermék-elvezető berendezések. Hő- és áramlástechnikai méretezési eljárás. 2. rész: Égéstermék-elvezető berendezések több tüzelőberendezéshez) szabvány szerint végrehajtott méretezés, vagy azokkal legalább egyenértékű méretezési eljárások eredménye szerint megfelelő megoldásokat úgy kell tekinteni, hogy azok e pont követelményeinek megfelelnek.
26.11.3. Új gázfogyasztó készülék telepítése vagy meglévő égéstermék-elvezetőhöz csereként beépített gázfogyasztó készülék esetén a tervező a gyártó által megadott adatokat veszi figyelembe a méretezés során.
26.11.4. Új gázfogyasztó készülék tervezése esetén a tervező a légellátási tényező felvételénél a méretezést a gázfogyasztó készülék gyártója által a gázfogyasztó készülék égéstermék kilépésre szolgáló kivezetésére, illetve szükséges levegőellátására vonatkozóan megadott adatok alapján végzi el, és ellenőrzi, hogy a gázfogyasztó készülék gyártója által megadott légellátási és égéstermék-elvezetési követelmények, a számítás eredményei szerint teljesülnek-e.
Ha az áramlásbiztosítóval szerelt gázfogyasztó készülék légellátási tényezőjére gyártói adatok nem állnak rendelkezésre, akkor a gázfogyasztó készülék számított légellátási tényezője (λ) legalább 2 legyen. A számításhoz a gyártó által megadott higított égéstermék tömegáram, vagy az égéstermék CO2 koncentrációját kell felhasználni.
SZME-G 2020.04.17.
26.11.5. A légellátási tényező értékét a készülék égéstermék elvezetőjében mért CO2 vagy O2 értékek alapján a gázfogyasztó készülék üzembe helyezőjének ellenőriznie és írásban rögzítenie kell.
26.11.6. A tervezőnek biztosítania kell, hogy az áramlásbiztosító nélküli „B” típusú gázfogyasztó készülék esetében a gázfogyasztó készülék helyiségének szellőzőlevegő-térfogatárama legalább a gázfogyasztó készülék névleges hőteljesítményéhez tartozó égéstermék tömegáram alapján meghatározott égési levegő térfogatáram legyen.
26.11.7. Áramlásbiztosítóval rendelkező gázfogyasztó készülékek esetén, ha a szellőző levegőnek a helyiségbe való beáramlásához, valamint a gázfogyasztó készülék égéstermék kilépésénél szükséges nyomáskülönbség összegét az égéstermék-elvezető huzata nem biztosítja, a tervezőnek a kiviteli tervben kell megadnia a megfelelő műszaki megoldást a következők szerint:
a) a szabadból befúvó, túlnyomásos szellőzést kell létesíteni, amelynek üzeme a gázfogyasztó készülék üzemével reteszelt, vagy
b) szívott rendszerű égéstermék elvezetést kell létesíteni a szükséges szellőzőlevegő-térfogatáramhoz alkalmas bevezetéssel.
Áramlásbiztosítóval rendelkező gázfogyasztó készülékek esetén a szellőzőlevegőnek a helyiségbe való beáramlásához szükséges nyomáskülönbséget lehetőleg az égéstermék-elvezető huzatának kell biztosítania. Amennyiben a szükséges nyomáskülönbség csak túlnyomásos szellőztetéssel vagy gépi elszívásos égéstermék elvezetéssel hozható létre, akkor ezek működését a gázfogyasztó készülék üzemével reteszelni kell.
SZME-G 2020.04.17.
26.11.8. „B” típusú gázfogyasztó készülékek helyiségének levegő ellátására, szellőztetésére kiegyenlített szellőztetés nem alkalmazható.
26.11.9. A tervező a „B” típusú készülék légellátásának tervezésénél köteles minden, az égéstermék elvezetés üzemét befolyásoló berendezést és üzemeltetési körülményt figyelembe venni.
26.11.10. A tervező a felhasználói berendezés létesítésének kiviteli tervében szövegesen előírja a felhasználó kötelezettségét, a légellátás feltételeinek mindenkori biztosítását.
26.12. A „B” típusú gázfogyasztó készülékek égéstermékének elvezetésével kapcsolatos sajátos követelmények
26.12.1. B1, B2 és B3 típusú gázfogyasztó készülék csak olyan égéstermék-elvezetőhöz csatlakoztatva tervezhető, amely a levegőellátás, a gázfogyasztó készülék és az égéstermék-elvezető együttesét figyelembe véve a 26.11.2. pontban előírtak szerint biztosítja a gázfogyasztó készülék égéstermékének maradéktalan elvezetését a szabadba.
B1, B2, B3 típusú készülékek égéstermékének elvezetésre betervezni, illetve beépíteni csak az építési termék építménybe történő betervezésének és beépítésének, ennek során a teljesítmény igazolásának részletes szabályairól szóló 275/2013. (VII. 16.) Korm. rendelet szerint teljesítménynyilatkozattal rendelkező égéstermék-elvezetőt szabad. Az épület égéstermék elvezetője feleljen meg az MSZ EN 1443 [Égéstermék-elvezető berendezések. Általános követelmények.] szabvány vagy azzal egyenértékű műszaki megoldás előírásainak.
Az égéstermék-elvezető átjárható, könnyen és biztonságosan tisztítható, megfelelő gáztömörségű, illetve a szabad keresztmetszete teljes hosszában ellenőrizhető legyen. Az ellenőrzéshez az összekötőelem tisztíthatóságát elsősorban annak bonthatóságával vagy tisztítónyílások kialakításával kell biztosítani. Szükség szerint biztosítani kell a tisztító-, ellenőrző- és mérőnyílásokat, valamint a kitorkollás biztonságos megközelíthetőségét.
A gázfogyasztó készülék részeként tanúsított égésterméket kivezető (B3, B4, B5 típusok) és égési levegőt hozzávezető (B3 típus) részegysége feleljenek meg a gyártó előírásainak
SZME-G 2020.04.17.
26.12.2. A B4, B5 típusú gázfogyasztó készülék égéstermék kivezetésének tető feletti elhelyezkedését úgy kell megtervezni, hogy a kiáramló égéstermék ne jelentsen veszélyt az épületben tartózkodók számára, egészségüket ne veszélyeztesse, továbbá a kiáramló égéstermék az épület meglévő berendezéseinek működését hátrányosan ne befolyásolja. Az MSZ EN 13384-1 (Égéstermék-elvezető berendezések. Hő- és áramlástechnikai méretezési eljárás. 1. rész: Egy tüzelőberendezést kiszolgáló égéstermék-elvezető berendezések) szabványnak és az MSZ EN 15287-1 (Égéstermék-elvezető berendezések. Égéstermék-elvezető berendezések tervezése, kivitelezése és üzembe helyezése. 1. rész: Nyitott égésterű tüzelőberendezések égéstermék-elvezető berendezései) szabványnak, homlokzati kivezetésre alkalmas „B” típusú készülék esetén az MSZ EN 15287-2 (Égéstermék elvezető berendezések. Égéstermék-elvezető berendezések tervezése, kivitelezése és üzembe helyezése. 2. rész: Zárt égésterű tüzelőberendezések égéstermék-elvezető berendezései) szabványnak megfelelő elhelyezkedésű égéstermék kivezetések elhelyezéseket, vagy ezekkel legalább egyenértékű műszaki megoldásokat úgy kell tekinteni, hogy azok e pont követelményeinek megfelelnek.
Merev vagy hajlékony fém béléscsővel bélelt épített vagy fémből készült szerelt, a gázfogyasztó készülék részeként tanúsított hajlékony vagy merev fém béléssel rendelkező, illetve rendszer jellegű égéstermék-elvezető kitorkollásának tető feletti elhelyezkedése az MSZ EN 15287-1 [Égéstermék-elvezető berendezések. Égéstermék-elvezető berendezések tervezése, kivitelezése és üzembe helyezése. 1. rész: Nyitott égésterű tüzelőberendezések égéstermék-elvezető berendezései.] szabvány vagy azzal egyenértékű műszaki megoldás szerinti legyen
Az égéstermék-elvezető kitorkollását akkor kell a szélnyomás szempontjából kedvezőtlen elhelyezkedésűnek tekinteni, ha a következő a)-c) pont alatti feltételek egyidejűleg vagy a d)-e) pont alatti feltételek egyidejűleg teljesülnek:
a) a kitorkollás magassága a tetőgerinc felett 0,4 méternél kisebb,
b) az égéstermék-elvezető kitorkollásától a tető síkjával való metszéspontig vagy a tetőgerinc tető feletti vetületéig húzott képzeletbeli vízszintes vonal hosszúsága 2,3 méternél kisebb, és
c) a tető lejtése 40°-nál nagyobb,
d) a kitorkollás tetőgerinctől mért vízszintes távolsága 1,0 méternél nagyobb, és
e) a tető lejtése 25°-nál nagyobb és az égési levegőt bevezető nyílás és az égéstermék-elvezető kitorkollása a tetőgerinc két különböző oldalán helyezkedik el.
Az égéstermék-elvezető kitorkollását a szélnyomás szempontjából akkor is kedvezőtlen elhelyezkedésűnek kell tekinteni, ha a következő három feltétel egyidejűleg teljesül az MSZ EN 13384-1 [Égéstermék-elvezető berendezések. Hő- és áramlástechnikai méretezési eljárás. 1. rész: Egy tüzelőberendezést kiszolgáló égéstermék-elvezető berendezések] szabvány C melléklete szerint:
a) a szomszédos épületek, szerkezetek, akadályok vízszintes távolsága a kitorkollástól 15 méternél kisebb, és
b) a szomszédos épületek, szerkezetek, akadályok vízszintes síkban 30°-nál nagyobb szög alatt látszanak, és
c) a szomszédos épületek, szerkezetek, akadályok legfelső éle valamint a kitorkollás vízszintes síkja közötti függőleges szög nagyobb, mint 10°.
Ha az égéstermék-elvezető kitorkollása a szélnyomás szempontjából kedvezőtlen elhelyezésű, akkor a méretezés során a PL szélnyomás értékét beépített területen 25 Pa, nem beépített területen vagy tóparton, folyóparton, illetve nagy kiterjedésű sík területen (pl.: Balaton, Alföld, Kisalföld) területeken 40 Pa értékre kell felvenni.
SZME-G 2020.04.17.
26.12.3. Az újonnan létesített homlokzati kivezetéssel rendelkező „B” típusú gázfogyasztó készülékek égéstermék kivezetését úgy kell megtervezni, hogy a kiáramló égéstermék az épületben lakók egészségét ne veszélyeztesse és más tüzelő- vagy szellőző berendezések üzemét ne befolyásolja hátrányosan. Az MSZ EN 15287-2 (Égéstermék-elvezető berendezések. Égéstermék-elvezető berendezések tervezése, kivitelezése és üzembe helyezése. 2. rész: Zárt égésterű tüzelőberendezések égéstermék-elvezető berendezései) szabványban a zárt égésterű gázfogyasztó készülékek égéstermékének kivezetésére vonatkozó elhelyezési feltételeknek megfelelő elhelyezkedésű „B” típusú gázfogyasztó készülék égéstermék kivezetésének elhelyezkedését úgy kell tekinteni, hogy az e pontban felsorolt követelményeknek megfelelnek.
26.13. A „C” típusú gázfogyasztó készülék légellátásával és égéstermék elvezetésével kapcsolatos sajátos követelmények
26.13.1. A C1, C3, C5, C7, C9, C(11), C(13), C(14), C(15) típusú gázfogyasztó készülékek esetén a tervező a kiviteli tervben a gázfogyasztó készülékek tanúsított típusainak megfelelő részegységeket tervezheti be.
A gázfogyasztó készülékek részeként tanúsított elemekből kialakított rendszereket a gázfogyasztó készülék gyártójának beépítési utasításai alapján kell beszerelni és ellenőrizni.
SZME-G 2020.04.17.
26.13.2. A C4, C8 típusú gázfogyasztó készülékekhez kapcsolódó égéstermék-elvezető azon szakaszában, amelyben több gázfogyasztó készülék égésterméke áramlik, túlnyomás kialakulása csak akkor tervezhető, ha a gázfogyasztó készülék gyártói dokumentációja ezt kifejezetten megengedi. Az égéstermék-elvezetőben a hő- és áramlástani méretezés szerint lehetséges legnagyobb túlnyomás értéke nem lehet nagyobb, mint az égéstermék-elvezető minősítése szerint megengedett legnagyobb nyomás. Ugyanezt a követelményt kell alkalmazni a gyűjtő rendszerű égéstermék-elvezetőhöz csatlakozó C6 típusú gázfogyasztó készülék telepítése esetén is.
26.13.3. A C(10) és C(12) típusú gázfogyasztó készülékekhez kapcsolódó égéstermék-elvezető gyűjtő szakaszában 25 Pa-nál nagyobb túlnyomás csak abban az esetben tervezhető, ha a gázfogyasztó készülék gyártói dokumentációja ezt kifejezetten megengedi. Az égéstermék-elvezetőben az égéstermék-elvezető minősítése szerinti határértéknél nagyobb túlnyomás kialakulása nem megengedett.
26.13.4. Ha gyártói előírás nem áll rendelkezésre, akkor
a) a homlokzati kivezetéssel rendelkező gázfogyasztó készülék égéstermék kilépésre szolgáló kivezetésének 0,5 m-es környezetében legalább 300 °C hőállóságú anyagok alkalmazhatók;
b) a C11 típusú gázfogyasztó készülékek teleszkópos rendszerű külsőfali kivezetéseinek esetében vakolatnál jobb légáteresztő képességű anyagok alkalmazása csak akkor megengedett, ha ezt a gyártói előírás megengedi;
c) a homlokzati hőszigetelési munkák idejére a gázfogyasztó készüléket le kell választani a fogyasztói vezetékről.
26.13.5. A 70 kW-nál nem nagyobb együttes hőterhelésű, „C” típusú gázfogyasztó készülékek égéstermék kivezetésének épület homlokzatán (külső falán) való elhelyezésére vonatkozó feltételek
26.13.5.1. A „C” típusú gázfogyasztó készülékek égéstermékének homlokzati, külső fali kivezetését úgy kell megtervezni, hogy a kiáramló égéstermék ne jelentsen veszélyt az épületben tartózkodók számára, egészségüket ne veszélyeztesse, továbbá a kiáramló égéstermék az épület meglévő berendezéseinek működését hátrányosan ne befolyásolja. Az MSZ EN 15287-2 (Égéstermék elvezető berendezések. Égéstermék-elvezető berendezések tervezése, kivitelezése és üzembe helyezése. 2. rész: Zárt égésterű tüzelőberendezések égéstermék-elvezető berendezései) szabványnak megfelelő, az ezekkel legalább egyenértékű más műszaki megoldásokat úgy kell tekinteni, hogy azok e pont követelményeinek megfelelnek.
A homlokzati kivezetéssel rendelkező gázfogyasztó készülékek égési levegőt beszívó és égéstermékét kivezető tartozékát a külső falsíkon kell elhelyezni. A kivezetéseket tilos a külső falsíkhoz képest kifejezetten besüllyeszteni, például kúpok vagy lépcsős felületek kialakításával. A kivezetések környezetében ablakpárkányok és a kivezetés egyik szélétől 200 mm-nél távolabb lévő díszítési célú, 5 cm-t meg nem haladó falvastagság-változások megengedettek.
A C6 típusú gázfogyasztó készülékek égéstermék elvezetése a CEN/TR 1749, vagy az EN 1749 [European standard for the classification of gas appliances according to the method of supplying combustion air and of evacuation of the combustion products (types)]szabványban szereplő, bármelyik „C” típusú kialakításra megadott elrendezésben kialakítható, amennyiben a gázfogyasztó készülék gyártója a kialakítható „C” típusok körét nem korlátozza. A gázfogyasztó készülék és az égéstermék-elvezető együttesét, a gázfogyasztó készülék gyártójának és az égéstermék-elvezető elemek gyártójának előírásai alapján kell kialakítani.
SZME-G 2020.04.17.
26.14. A gyűjtő és központi rendszerű égéstermék-elvezetőhöz csatlakozó „B” és „C” típusú gázfogyasztó készülékek légellátásával és égéstermék elvezetésével kapcsolatos sajátos követelmények
26.14.1. Lakóépületek új, egy vagy több építményszintről igénybe vett gyűjtő rendszerű égéstermék-elvezetői csak „C” típusú gázfogyasztó készülékek csatlakoztatására alkalmas kivitelűek lehetnek.
26.14.2. Ha lakóépületben a gázfogyasztó készülékek elhelyezése egy közös kazánházban történik és központi rendszerű égéstermék-elvezetőhöz csatlakoznak (kaszkád telepítés), akkor megengedett „B” típusú gázfogyasztó készülékek telepítése is.
26.14.3. Az égéstermék elvezetését és a levegő bevezetését valamennyi rácsatlakozó gázfogyasztó készülék figyelembevételével kell tervezni és méretezni.
Amennyiben a gyűjtő rendszerű égéstermék-elvezetőben túlnyomás alakulhat ki, akkor az ahhoz csatlakoztatott gázfogyasztó készülékeknél az égéstermék visszaáramlását megakadályozó szerkezetet kell alkalmazni. Túlnyomásos gyűjtő rendszerű égéstermék-elvezetőre csak olyan gázfogyasztó készülékek csatlakoztathatók, amelyek a gyártó által megadott műszaki paramétereik szerint a gázfogyasztó készülékek bármely részterhelésénél is alkalmasak az égéstermék-elvezetőben előforduló túlnyomások elviselésére. Az égéstermék-elvezetőben kialakuló túlnyomás a gázfogyasztó készülékek dokumentációjában megengedett értéknél nem lehet nagyobb. A túlnyomásos gyűjtő rendszerű égéstermék-elvezetőre kapcsolt gázfogyasztó készülékek egymás üzemét kedvezőtlenül nem befolyásolhatják, az égéstermék-elvezetőben nyomáslengések kialakulása nem megengedett.
SZME-G 2020.04.17.
26. A gázfogyasztó készülékek elhelyezésének követelményei
1. Bevezetés
Jelen fejezet AZ EURÓPAI PARLAMENT ÉS A TANÁCS 2009/142/EK IRÁNYELVE
(2009. november 30.) a gázüzemű berendezésekről (GAD), majd
- AZ EURÓPAI PARLAMENT ÉS A TANÁCS (EU) 2016/426 (2016. március 9.) a gáz halmazállapotú tüzelőanyag égetésével üzemelő berendezésekről és a 2009/142/EK irányelv hatályon kívül helyezéséről szóló rendeletének (GAR) hatálya alatt tanúsított és,
- a CEN/TR1749, valamint az ezt felváltó EN 1749 European standard for the classification of gas appliances according to the method of supplying combustion air and of evacuation of the combustion products (types) szabványban azonosított típusnak való megfelelőségre történt hivatkozással
forgalomba hozott gázfogyasztó készülékek elhelyezési követelményeit tartalmazza.
1.1. A telepített gázfogyasztó készülék
- tervköteles létesítés esetén feleljen meg a kiviteli tervben, gázfogyasztó készülék egyszerűsített eljárásban történő cseréje esetén a szerelési nyilatkozaton és a bejelentő lapon megadott típusnak,
- legyen azonosítható az EU-típusvizsgálati tanúsítványával és az EU Megfelelőségi Nyilatkozatával.
1.2. A CEN/TR 1749-ben és az EN 1749 szabványban közölt ábrák kizárólag a gázfogyasztó készülékek típusainak azonosítására alkalmasak.
a) Abban az esetben, ha az ábrán azonos, közös (gyűjtő, vagy központi) rendszerű égéstermék-elvezetőhöz csatlakoztatva szerepel a második indexe szerinti 1-es és/vagy 2-es és/vagy a 3-as típusú gázfogyasztó készülék, akkor abból az ábra alapján nem következik, hogy csak a második indexében eltérő típusú gázfogyasztó készülékeknek az ilyen ábrák szerinti vegyes telepítése megengedett, ha a telepítés tervezője a megfelelőséget igazolja.
b) Közös, vagy gyűjtő rendszerű égéstermék-elvezetőhöz csatlakozó, első indexében azonos és a második indexében 2-es, vagy 3-as típusok vegyes telepítésének elvi akadálya nincs. A második indexében is azonos típusú gázfogyasztó készülék telepítése az ilyen ábrák szerint lehetséges akkor is, ha az ábrán vegyesen szerepel a második indexében 2-es és 3-as típusú gázfogyasztó készülék.
1.3. A CEN/TR 1749 vagy az EN 1749 szabvány szerinti típusra való hivatkozással forgalomba hozott és azonosított gázfogyasztó készülék olyan elrendezés szerint telepíthető, amelynek telepítési körülményei megfelelnek a típus CEN/TR 1749 vagy EN 1749-ben közölt leírásával és a gyártó telepítésre vonatkozó előírásával, amelynek igazolása a tervező feladata.
2. A gázfogyasztó készülékek telepítésére vonatkozó ábrákon alkalmazott jelölések

Gázégő szimbólum

Ventilátor szimbólum

Levegő-bevezető, levegő-kivezető (Nem része a gázfogyasztó készüléknek)

Égéstermék-elvezető
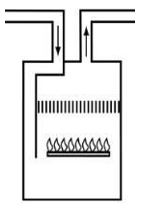
A gázfogyasztó készülék EU típusvizsgálati tanúsítványa szerinti részeit vékony fekete vonal jelzi.

A gázfogyasztó készülék levegő
beszívására kialakított nyílásának helyét,
és néhány típus esetén azt a pontot, ahol a
levegő átmenetileg kilép a gázfogyasztó
készülékből, kék kör és belsejében fehér
mező, nem színes nyomtatásban fekete kör
és belsejében fehér mező jelzi.

A GAR hatálya alatt, az EN 1749 szabvány szerint azonosított típusra való hivatkozással forgalomba hozott gázfogyasztó készülék égéstermék kilépés céljára kialakított kivezetésének helyét piros pont, nem színes nyomtatásban fekete pont jelzi.
Az égési levegő és az égéstermék áramlási irányának jelölése.
Falszakasz felülnézetben.
Falszakasz oldalnézetben.

Égéstermék visszaáramlást megakadályozó szerkezet.
Épületszerkezet
Vissza a tartalomjegyzékhez
3. „A” típusú gázfogyasztó készülék telepítésére vonatkozó speciális előírások
„A” típusú gázfogyasztó készülék konstrukciós kialakításának megfelelően az égési levegőt a felállítási helyiségéből nyeri. Az „A” típusú gázfogyasztó készülék a felállítás helyiségéből szabadba elvezető égéstermék-elvezetőhöz nem csatlakoztatható, a helyiségből az égésterméket szabadba vezető rendszer nem képezi sem részét, sem tartozékát.
3.1. A1 típusú gázfogyasztó készülék
A természetes huzat elvén működő, tűztérrel ellátott, vagy tűztér nélküli A1 típusú gázfogyasztó készüléket az 1. ábra szerinti elrendezési séma szerint kell telepíteni.
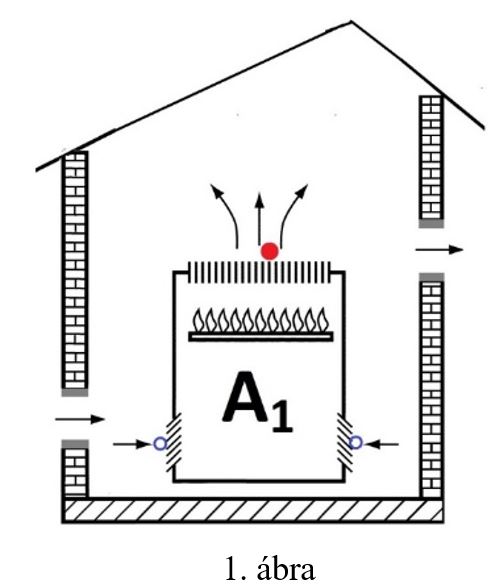
3.1.2. A2 típusú gázfogyasztó készülék
A tűztér utáni ventilátorral ellátott A2 típusú gázfogyasztó készüléket a 2. ábra szerinti elrendezési séma szerint kell telepíteni.
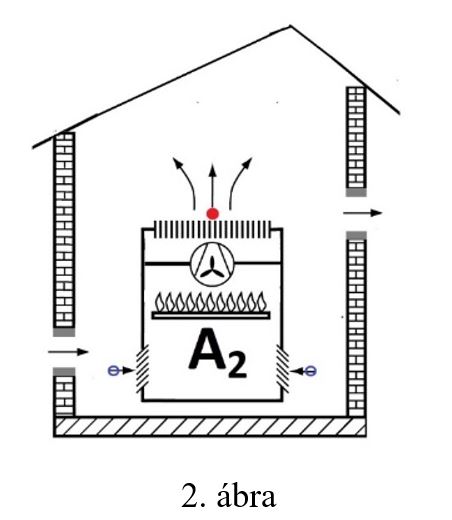
3.1.3. A3 típusú gázfogyasztó készülék
A tűztér előtti ventilátorral ellátott A3 típusú gázfogyasztó készülék a 3. ábrán adott elrendezési séma szerint telepíthető.
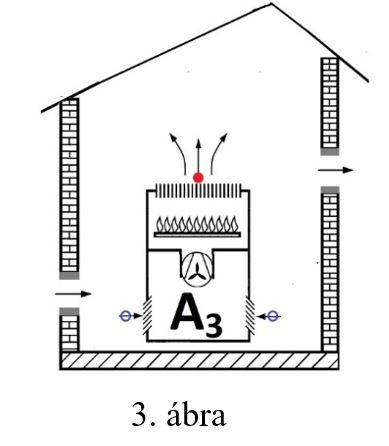
Vissza a tartalomjegyzékhez
4. „B” típusú gázfogyasztó készülék telepítésére vonatkozó speciális előírások
A „B” típusú gázfogyasztó készülék
a) égési levegő ellátása közvetlenül a gázfogyasztó készülék felállítási helyiségéből legyen biztosított,
b) égéstermék-elvezetőhöz csatlakozzon, vagy
c) a szabadban elhelyezett égéstermék kilépésre szolgáló kivezetése a gázfogyasztó készülék gyártójának, az MBSZ és jelen ajánlás előírásai szerint a szabadban legyen elhelyezve.
A közös (gyűjtő- vagy központi) rendszerű égéstermék-elvezetőhöz csatlakozó gázfogyasztó készülékek felállítási helyiségei összenyitott légterűek, kivéve, ha a tervező a helyiségek leválasztásáról gondoskodott, ideértve a helyiségek légterének a közös égéstermék-elvezetőn át megvalósuló összenyitásának lehetőségét is.
Abban az estben, ha a „B” típusú gázfogyasztó készülék egy közös rendszerű égéstermék-elvezetőhöz csatlakozik, az égéstermék-elvezetőből égéstermék abban az esetben sem áramolhat a gázfogyasztó készülék felállítási helyiségének légterébe, ha a gázfogyasztó készülék kikapcsolt, készenléti, vagy legkisebb terhelési állapotban van, figyelembe véve a felállítási helyiség légterének nyomását befolyásolni képes egyéb berendezések hatásait is.
Számos alábbi elrendezés csak tartós emberei tartózkodásra nem szolgáló helyiségek esetén telepíthető.
A B4 és B5 típusú gázfogyasztó készülékek szabadba vezető égésterméket elvezető részei, valamint a B3 típusú gázfogyasztó készülék felállítási helyiségén átvezető levegőt bevezető eleme kizárólag a gázfogyasztó készülék részeként forgalomba hozott lehet.
Amennyiben a B4, vagy B5 típusú gázfogyasztó készülék égésterméket vezető tereit határoló elemei egy meglévő épületszerkezeti járatban kerülnek elhelyezésre, akkor gondoskodni kell arról, hogy a tervezett megoldás ne zavarja a szomszédos épületszerkezeti jártatok meglévő feladatainak ellátását, a szomszédos járatok üzemeltetése ne befolyásolja kedvezőtlenül a tervezett megoldást.
4.1. B1 típusú gázfogyasztó készülék
Az égéstermék áramlás-biztosítóval ellátott B1 típusú gázfogyasztó készülék egy természetes huzat elvén működő égéstermék-elvezetőhöz csatlakozik. A gázfogyasztó készülék égéstermék kivezetésétől az égéstermék-elvezetőt az annak részeként forgalomba hozott elemekből kell megtervezni. A helyszínen részegységekből készre szerelt égéstermék-elvezető feleljen meg a forgalomba hozatalára vonatkozó előírásnak.
Új B1, típusú gázfogyasztó készülék telepítése a 7. a), vagy a 7. b), vagy a 7. c), vagy 8. c) vagy 8. d) ábrák szerint nem megengedett, de megengedett annak egyszerűsített eljárásban történő cseréje.
4.1.1. B11 típusú gázfogyasztó készülék
A B11 típusú gázfogyasztó készülék telepítése a 4., vagy a 7. a), vagy a 7. b), vagy a 7. c) ábrák szerint történik.
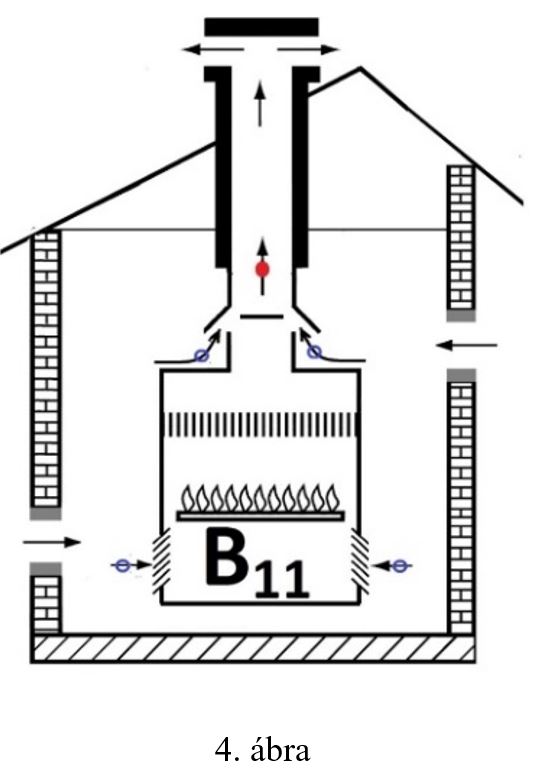
4.1.2. B12 típusú gázfogyasztó készülék
A B12 típusú gázfogyasztó készülék telepítése az 5., vagy a 7. a), vagy a 7. b), vagy a 7. c.) ábrák szerint történik.
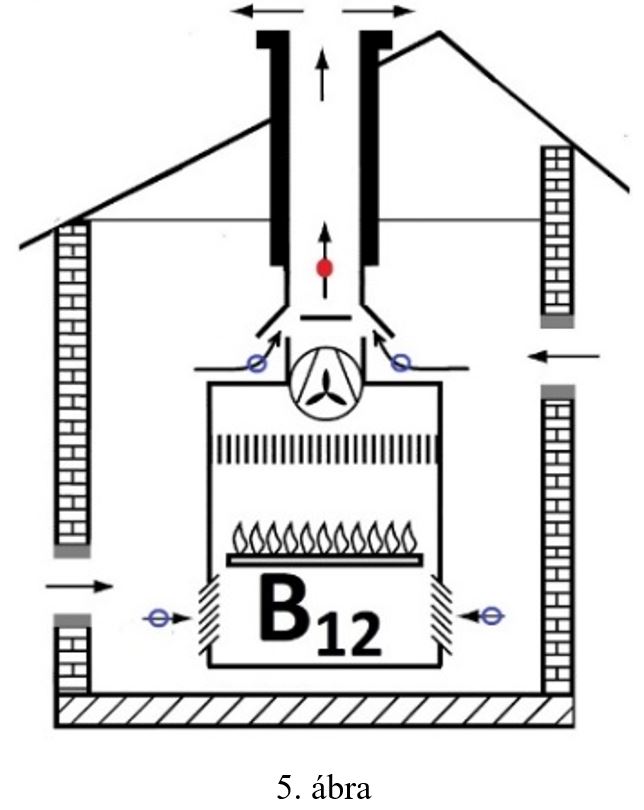
4.1.3. B13 típusú gázfogyasztó készülék
A B13 típusú gázfogyasztó készülék telepítése a 6., a 7. a), a 7. b) vagy a 7c) ábrák szerint történik.
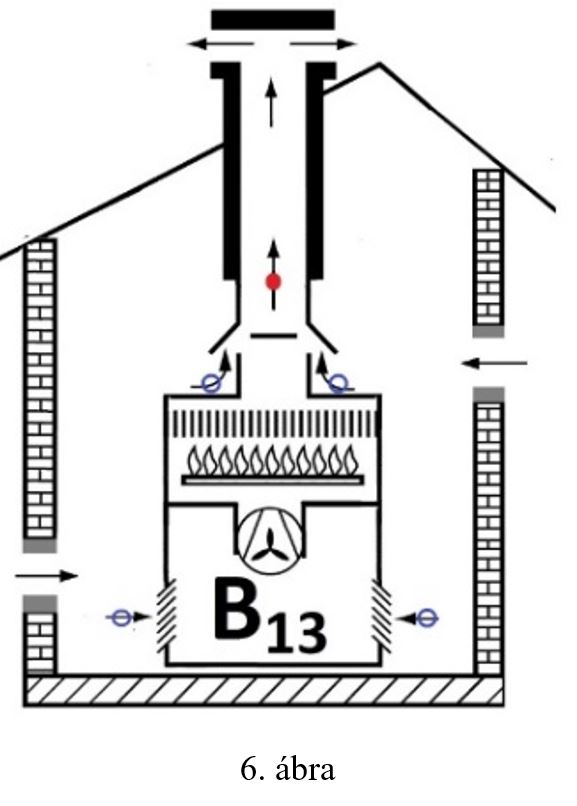
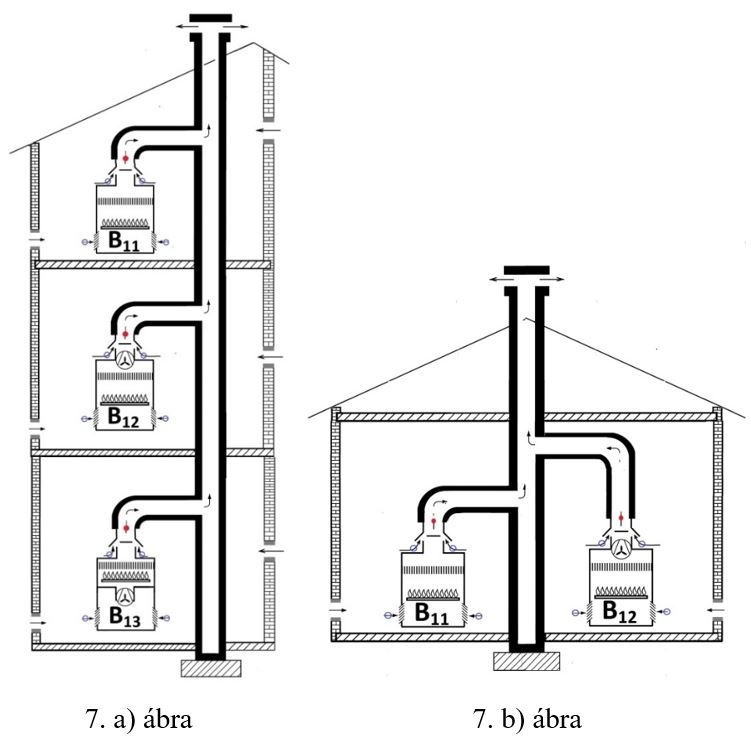
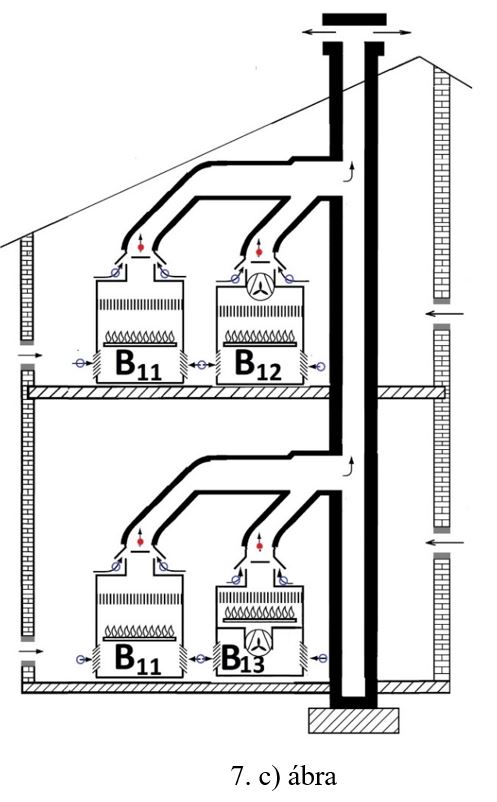
4.1.4. B14 típusú gázfogyasztó készülék
Az áramlásbiztosító utáni ventilátorral ellátott B14 típusú gázfogyasztó készüléket a 8. a), 8 b), 8. c) 8. d) vagy a 8. e) ábrák egyikének megfelelő séma szerint kell telepíteni. A B14 típusú gázfogyasztó készülék nem csatlakoztatható olyan égéstermék-elvezetőhöz, amelyben túlnyomás előfordulhat.
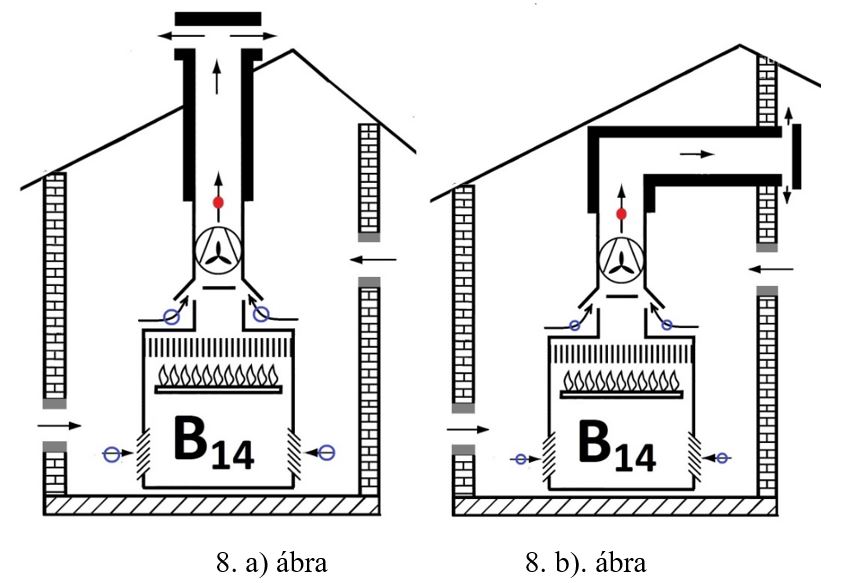
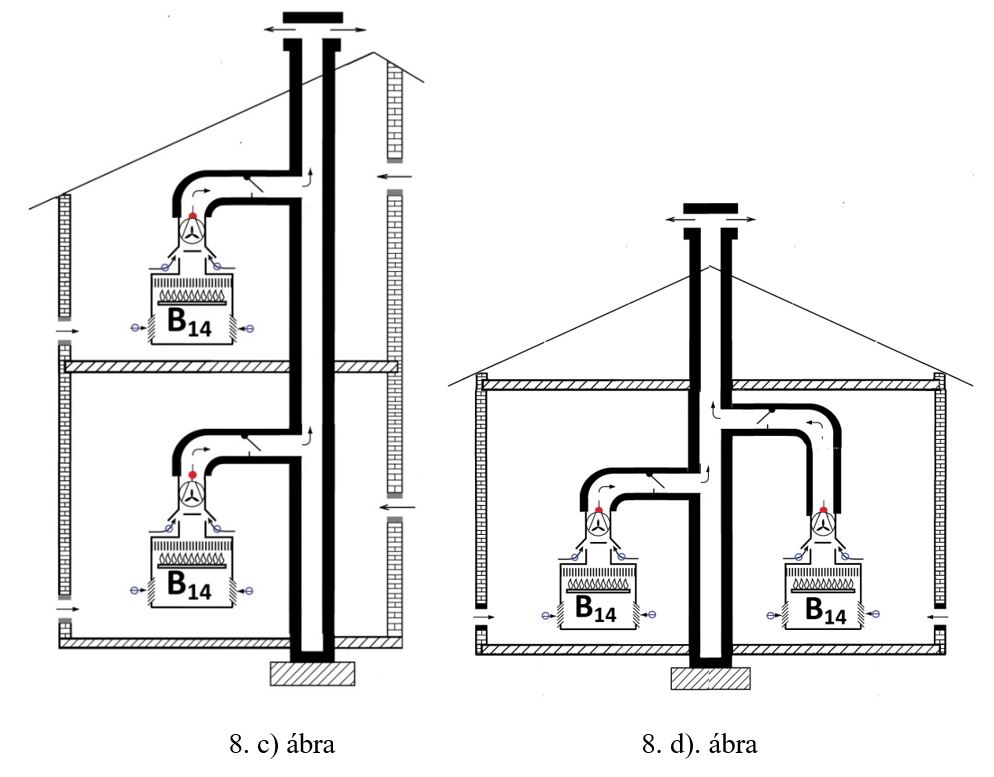
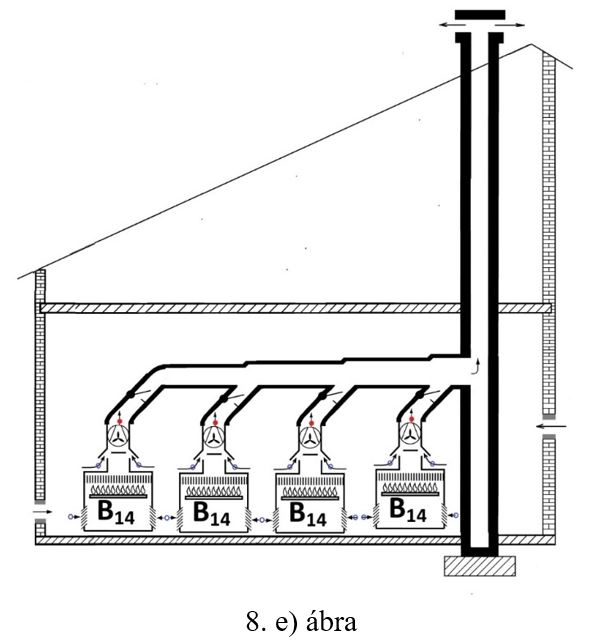
4.2. B2 típusú áramlásbiztosítót nem tartalmazó gázfogyasztó készülék
A B2 típusú áramlásbiztosítót nem tartalmazó gázfogyasztó készülék nem csatlakoztatható olyan gyűjtő rendszerű égéstermék-elvezetőhöz, amelyben túlnyomás előfordulhat.
4.2.1. B21 típusú gázfogyasztó készülék
A természetes huzat elvén működő, B21 típusú gázfogyasztó készüléket a 9. vagy a 10. ábra szerinti séma szerint kell telepíteni, amely csak természetes huzatú égéstermék-elvezetőhöz csatlakozhat. A 10. ábra szerinti elrendezésnek megfelelően csak csere készülékek telepíthetők.
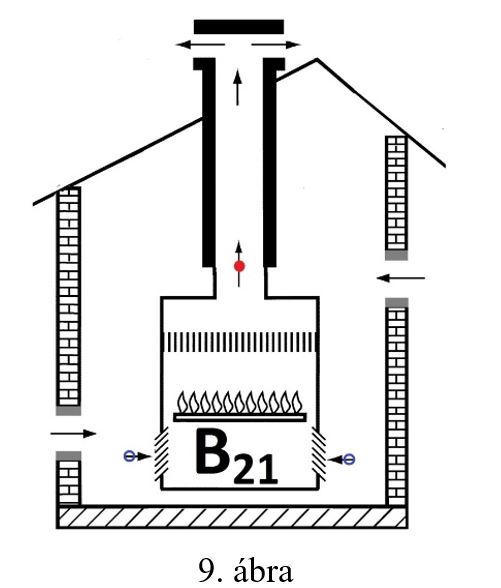
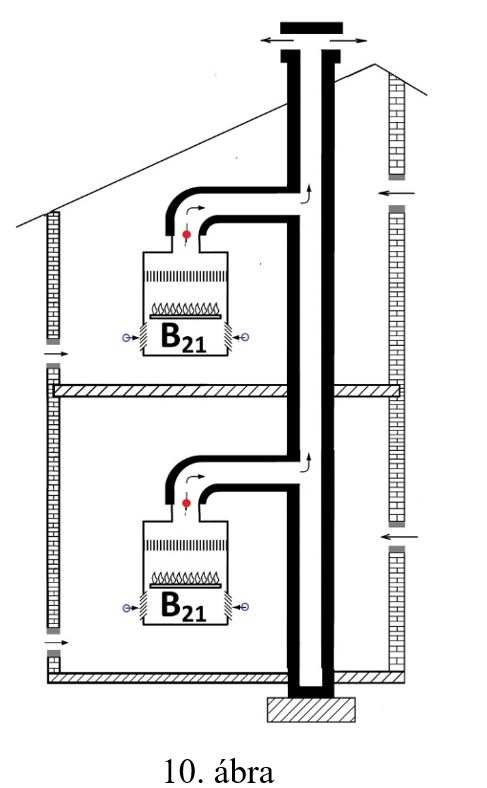
4.2.2. B22 típusú, a tűztér után elhelyezkedő ventilátorral ellátott, áramlásbiztosítót nem tartalmazó gázfogyasztó készülék
A tűztér után elhelyezkedő ventilátorral ellátott, áramlásbiztosítót nem tartalmazó B22 típusú gázfogyasztó készüléket a 11. a), 11. b), 11. c), 11. d), vagy a 13. ábra felső ábrarésze szerint kell telepíteni.
Azok a gázfogyasztó készülékek, amelyeknek nincsenek olyan részei, amelyek megakadályozzák, hogy a kikapcsolt, készenléti állapotú, vagy a csökkentett teljesítménnyel üzemelő gázfogyasztó készüléken át égéstermék áramoljon a gázfogyasztó készülék felállítási helyiségébe, vagy más helyiségekbe, a közös (gyűjtő vagy központi rendszerű) égéstermék-elvezetőből csak olyan égéstermék-elvezetőhöz csatlakoztathatók, amely olyan részegységeket tartalmaznak, amelyek megakadályozzák, hogy a közös égéstermék-elvezetőből égéstermék áramoljon gázfogyasztó készülékek felállítási helyiségeibe, vagy más helyiségekbe.
A több készülék-modult tartalmazó B22 típusú gázfogyasztó készüléket egyetlen gázfogyasztó készüléknek kell tekinteni és telepítéséről ennek megfelelően kell gondoskodni [11. c) ábra].
A gázfogyasztó készülék telepítésének tervezése során a tervezőnek biztosítania kell, hogy az égéstermék elvezetése több készülék-modul égéstermékének elvezetésére szolgáló közös szakaszaiban kialakuló túlnyomás értéke ne haladja meg azt az értéket, amelyet a gázfogyasztó készülék bármely terhelési állapotában, ideértve a kikapcsolt állapotát is, kezelni képes.
A gázfogyasztó készülék olyan központi rendszerű égéstermék-elvezetőhöz, amelyben túlnyomás alakulhat ki, csak abban az esetben csatlakoztatható, ha az égéstermék-elvezetőre csatlakozó gázfogyasztó készülékek ugyanabban a nem huzamos emberi tartózkodásra szolgáló, és huzamos emberi tartózkodásra szolgáló helyiséggel nem összenyitható légterű helyiségben helyezkednek el. A gázfogyasztó készülék telepítésének tervezése során a tervezőnek biztosítania kell, hogy az égéstermék elvezetése több gázfogyasztó készülék égéstermékének elvezetésére szolgáló közös szakaszában kialakuló túlnyomás értéke ne haladja meg azt az értéket, amelyet a gázfogyasztó készülék bármely terhelési állapotában, ideértve a kikapcsolt állapotát is, kezelni képes.
A 11. c) ábrán egy olyan B22 típusú gázfogyasztó készülék látható, amelynek több (az ábra szerinti esetben 4 db) készülék-modulja és gyűjtő rendszerű égésterméket vezető tereit határoló részei vannak. A gázfogyasztó készüléknek egyetlen égéstermék kilépésre szolgáló kivezetése van. Az ábrán a szaggatott vonal a gázfogyasztó készülék határait jelzi.
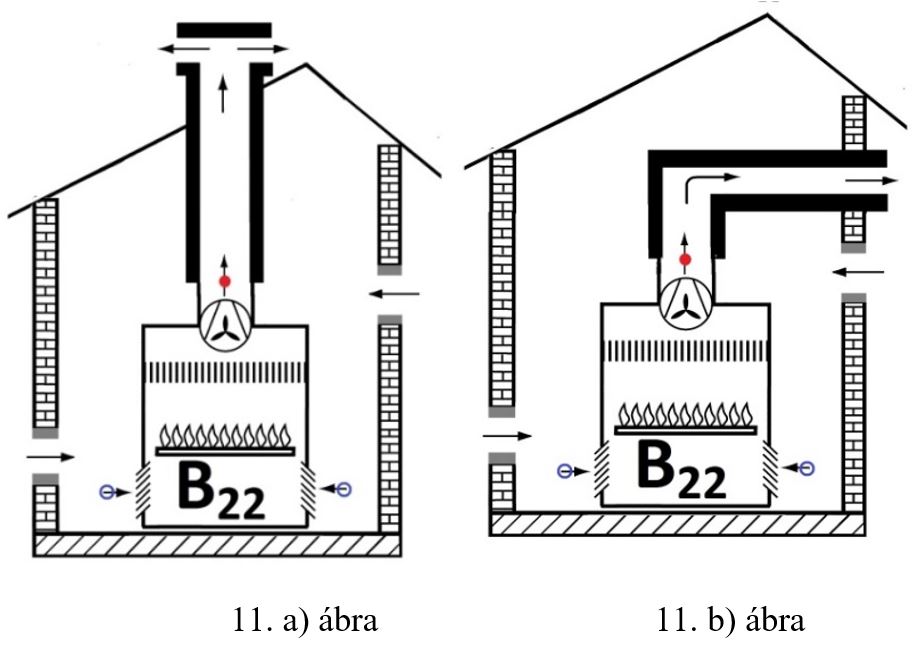
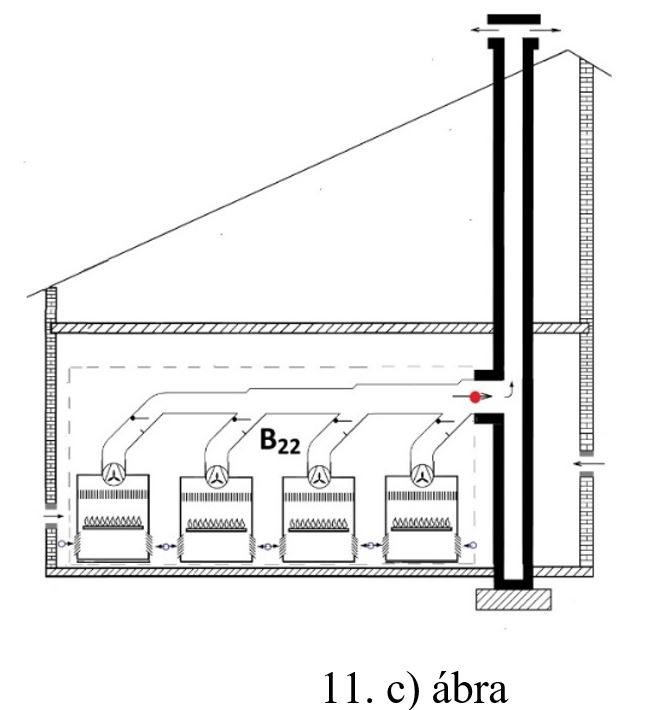
A 11. d) ábrán látható 4 db. B22 típusú gázfogyasztó készüléket egy központi rendszerű égéstermék-elvezető szolgálja ki.
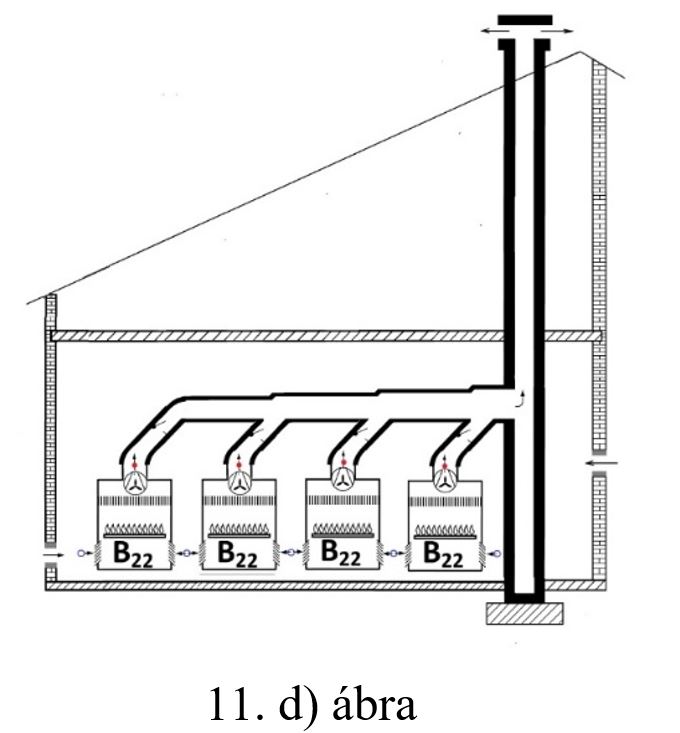
4.2.3. B23 típusú, a tűztér előtt elhelyezkedő ventilátorral ellátott, áramlásbiztosítót nem tartalmazó gázfogyasztó készülék
A tűztér előtt elhelyezkedő ventilátorral ellátott, áramlásbiztosítót nem tartalmazó B23 típusú gázfogyasztó készüléket a 12. a), 12. b), 12. c), 12. d), vagy a 13. ábra alsó része szerint kell telepíteni.
Azok a gázfogyasztó készülékek, amelyeknek nincsenek olyan részei, amelyek megakadályozzák, hogy a kikapcsolt, készenléti állapotú, vagy a csökkentett teljesítménnyel üzemelő gázfogyasztó készüléken át égéstermék áramoljon a gázfogyasztó készülék felállítási helyiségébe, vagy más helyiségekbe a közös (gyűjtő vagy központi rendszerű) égéstermék-elvezetőből, csak olyan égéstermék-elvezetőhöz csatlakoztathatók, amely olyan részegységeket tartalmaz, amelyek megakadályozzák, hogy a közös égéstermék-elvezetőből égéstermék áramoljon gázfogyasztó készülékek felállítási helyiségeibe, vagy más helyiségekbe. A gázfogyasztó készülék felállítási helyiségében 2 évnél nem régebben kiállított, érvényes kalibrálási igazolással rendelkező szénmonoxid riasztó és beavatkozó berendezés üzemeljen, amelynek a riasztással egyidejűleg kiadott beavatkozó jele az égéstermék-elvezetőhöz csatlakozó valamennyi gázfogyasztó készülék reteszelt leállásához vezessen.
A gázfogyasztó készülék telepítésének tervezése során a tervezőnek biztosítania kell, hogy az égéstermék elvezetése több készülék-modul égéstermékének elvezetésre szolgáló közös szakaszaiban kialakuló túlnyomás értéke ne haladja meg azt az értéket, amelyet a gázfogyasztó készülék bármely terhelési állapotában, ideértve a kikapcsolt állapotát is, kezelni képes.
A gázfogyasztó készülék olyan központi rendszerű égéstermék-elvezetőhöz, amelyben túlnyomás alakulhat ki, csak abban az esetben csatlakoztatható, ha az égéstermék-elvezetőre csatlakozó gázfogyasztó készülék ugyanabban a nem huzamos emberi tartózkodásra szolgáló, és huzamos emberi tartózkodásra szolgáló helyiséggel nem összenyitható légterű helyiségben helyezkednek el.
A 12. d) ábrán olyan B22 típusú gázfogyasztó készülék látható, amelynek több készülék-modulja és gyűjtő rendszerű égésterméket vezető tereit határoló részei vannak.
A gázfogyasztó készüléknek egyetlen égéstermék kilépésre szolgáló kivezetése van.
Az ábrán a szaggatott vonal a gázfogyasztó készülék határait jelzi.
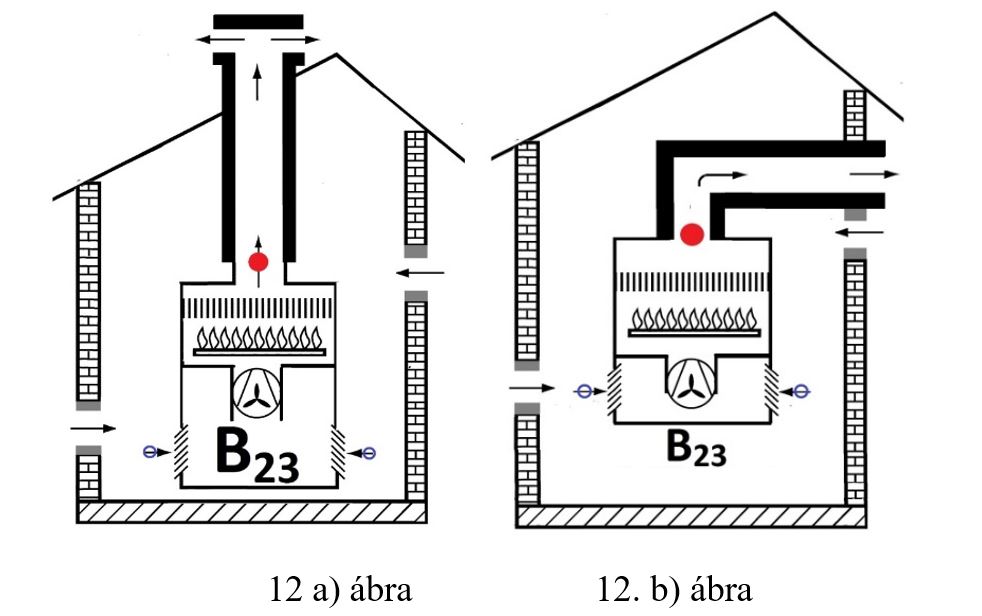
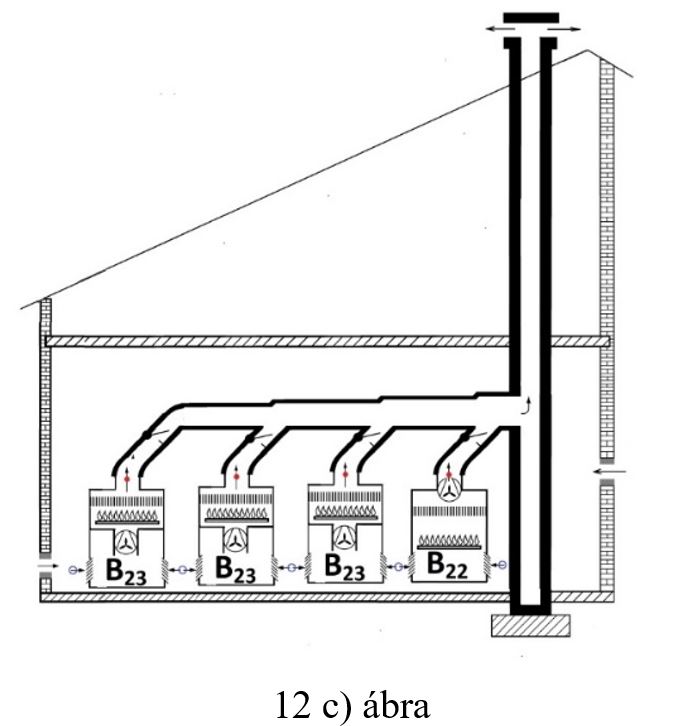
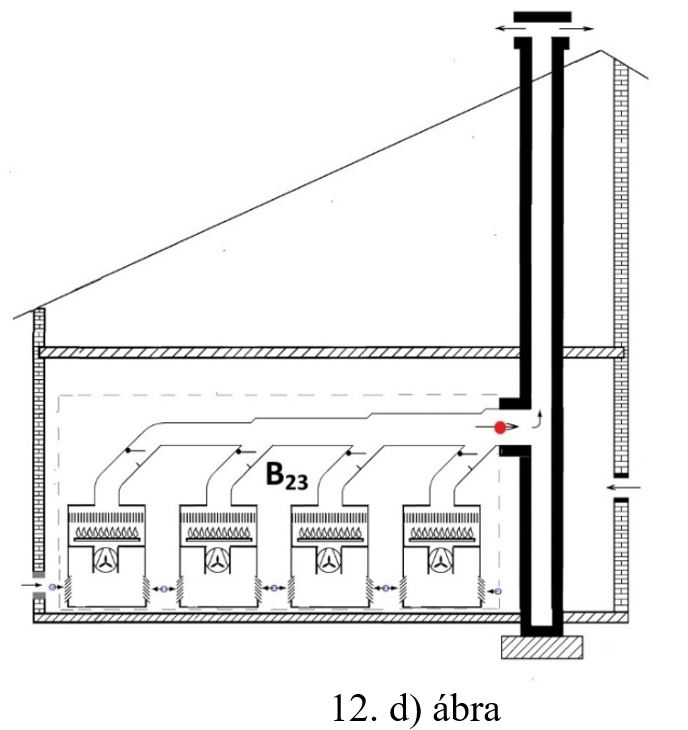
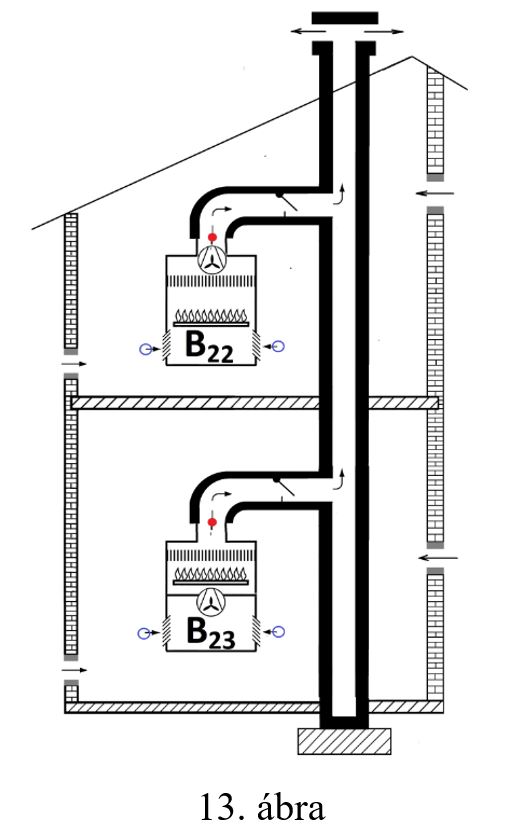
4.3. B3 típusú, azonos helyiségből ugyanahhoz a közös rendszerű égéstermék-elvezetőhöz csatlakozó áramlásbiztosító nélküli gázfogyasztó készülék
A B3 típusú, áramlásbiztosító nélküli gázfogyasztó készülék telepítésének tervezése során a tervezőnek biztosítania és igazolnia kell, hogy az égéstermék-elvezető a gázfogyasztó készülék minden lehetséges üzemi állapotában a természetes huzat elvén üzemel.
Az égéstermék-elvezetőben túlnyomás kialakulása nem megengedett. A gázfogyasztó készülék égési levegő szállítására szolgáló részeinek belsejében elhelyezkedő, égésterméket vezető elemeivel a felállítási helyiség falánál egy természetes huzat elvén működő gyűjtő rendszerű égéstermék-elvezetőhöz csatlakozik.
A gázfogyasztó készülék az égési levegőt a felállítási helyiségének azon pontjának közvetlen közeléből veszi, ahol a gázfogyasztó készülék égéstermék kilépésre szolgáló kivezetésével a felállítási helyiség falánál a közös égéstermék-elvezetőhöz csatlakozik.
A felállítási helyiségen átvezető, égésterméket és levegőt vezető elemek a gázfogyasztó készülék részeként tanúsított és forgalomba hozott elemekből tervezhetők és állhatók össze.
A gázfogyasztó készüléket úgy kell telepíteni, hogy a közös rendszerű égéstermék-elvezetőből a hozzá csatlakozó gázfogyasztó készülékeken keresztül égéstermék abban az esetben se áramolhasson a gázfogyasztó készülék felállítási helyiségének légterébe, ha a gázfogyasztó készülék kikapcsolt, készenléti, vagy legkisebb terhelési állapotban van, vagy ha az égéstermék-elvezető járata nem kívánt módon elzáródik, figyelembe véve az összenyitott légtérben üzemeltethető valamennyi olyan berendezés hatását, amely az összenyitott légtér nyomására hatással lehet. Azok a gázfogyasztó készülékek, amelyeknek nincsenek olyan részei, amelyek megakadályozzák, hogy a kikapcsolt, készenléti állapotú, vagy a csökkentett teljesítménnyel üzemelő gázfogyasztó készüléken át égéstermék áramoljon a gázfogyasztó készülék felállítási helyiségébe, vagy más helyiségekbe a közös (gyűjtő, vagy központi rendszerű) égéstermék-elvezetőből, csak olyan égéstermék-elvezetőhöz csatlakoztathatók, amely olyan részegységeket tartalmaz, amelyek megakadályozzák, hogy a közös égéstermék-elvezetőből égéstermék áramoljon gázfogyasztó készülékek felállítási helyiségeibe, vagy más helyiségekbe. A gázfogyasztó készülék felállítási helyiségében 2 évnél nem régebben kiállított, érvényes kalibrálási igazolással rendelkező szénmonoxid riasztó és beavatkozó berendezés üzemeljen, amelynek a riasztással egyidejűleg kiadott beavatkozó jele az égéstermék-elvezetőhöz csatlakozó valamennyi gázfogyasztó készülék reteszelt leállásához vezessen.
4.3.1. B31 típusú természetes huzat elvén működő gázfogyasztó készülék
B31 típusú gázfogyasztó készülék a CEN/TR 1749 és az EN 1749 szabványban nevesített, de ilyen típusú készüléket nem gyártanak. Telepítésére szemléltető ábra közzététele nem indokolt.
4.3.2. B32 típusú, tűztér utáni ventilátorral ellátott gázfogyasztó készülék
A B32 típusú gázfogyasztó készüléket a 14. ábra felső ábrarészének megfelelő sémának megfelelő elrendezésben lehet telepíteni.
4.3.3. B33 típusú, tűztér előtti ventilátorral ellátott gázfogyasztó készülék
A B33 típusú gázfogyasztó készülék a 14. ábra alsó ábrarészének megfelelő sémának megfelelő elrendezésben lehet telepíteni.
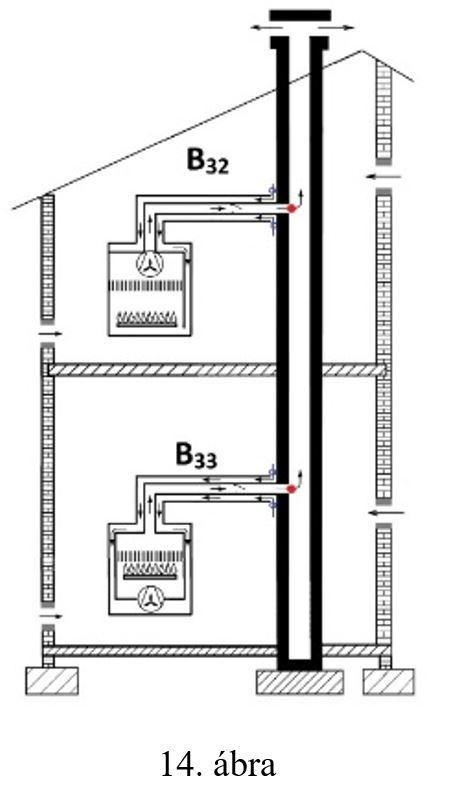
4.4. B4 típusú, áramlásbiztosítót tartalmazó gázfogyasztó készülék
A B4 típusú gázfogyasztó készülék égéstermék kilépésre szolgáló kivezetését a szabadban kell elhelyezni. A gázfogyasztó készülék égéstermék-elvezetőhöz nem csatlakozatható.
4.4.1. B41 típusú, természetes huzatú tűztérrel rendelkező gázfogyasztó készülék
A B41 típusú gázfogyasztó készülék függőleges elrendezésű égéstermék kivezetésre szolgáló kivezetését a tető fölött kell elhelyezni, és a 15. ábra szerinti sémának megfelelő elrendezésben kell telepíteni.
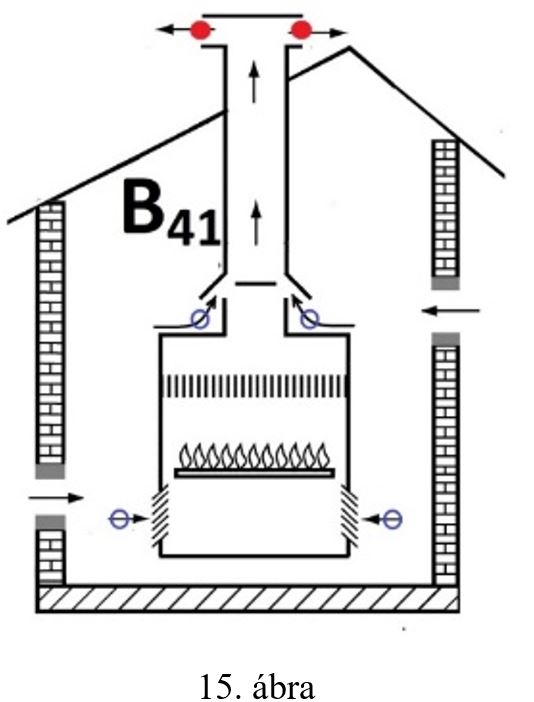
4.4.2. B42 típusú gázfogyasztó készülék
A B42 típusú gázfogyasztó készülék függőleges elrendezésű égéstermék kilépésre szolgáló kivezetését a tető fölött kell elhelyezni, és a 16. ábra szerinti sémának megfelelő elrendezésben kell telepíteni.
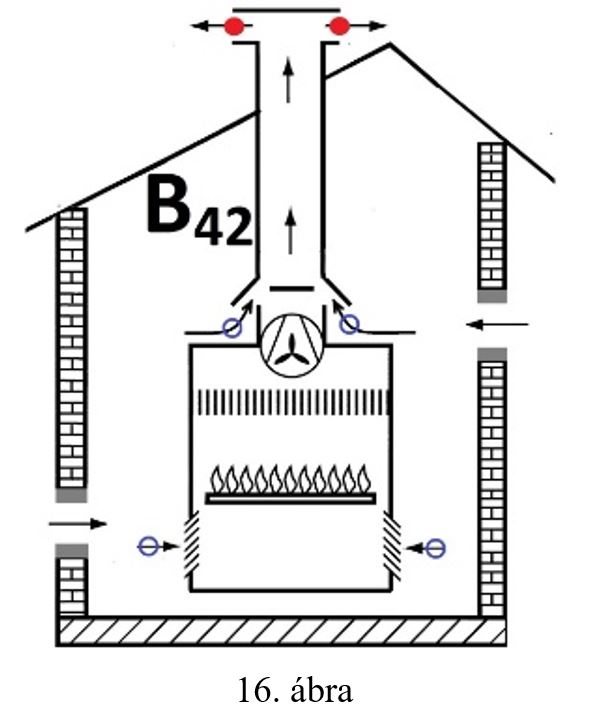
4.4.3. A B43 típusú gázfogyasztó készülék
A B43 típusú gázfogyasztó készülék függőleges elrendezésű égéstermék kilépésre szolgáló kivezetését a tető fölött kell elhelyezni, és a 17. ábra szerinti sémának megfelelő elrendezésben kell telepíteni.
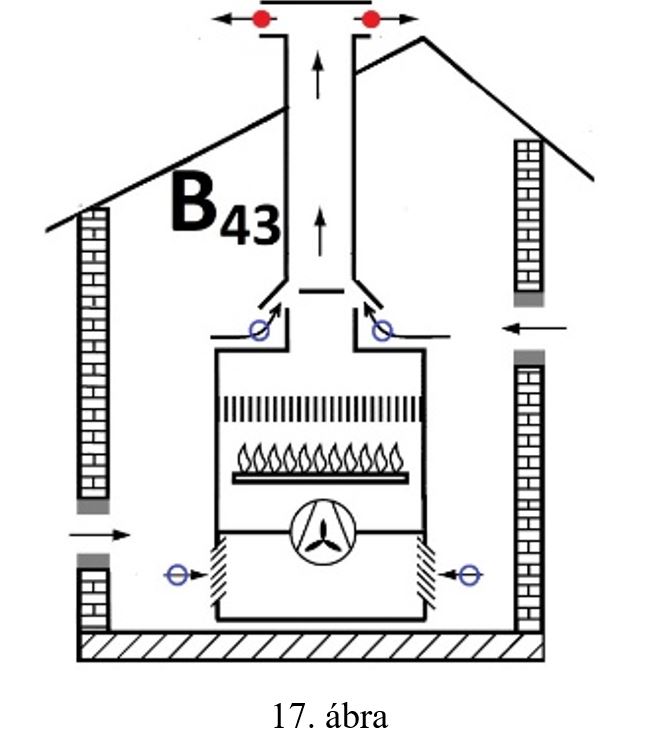
4.4.4. B44 típusú gázfogyasztó készülék
A B44 típusú gázfogyasztó készülék ventilátora az áramlásbiztosító és a gázfogyasztó készülék égéstermék kilépésre szolgáló kivezetése között helyezkedik el, amelynek függőleges vagy vízszintes elrendezésű égéstermék kilépésre szolgáló kivezetését – annak kivitelétől függően – a tető fölött, vagy a homlokzaton kell elhelyezni. A gázfogyasztó készüléket a 18. a) vagy a 18. b) ábra szerinti sémának megfelelő elrendezésben kell telepíteni.
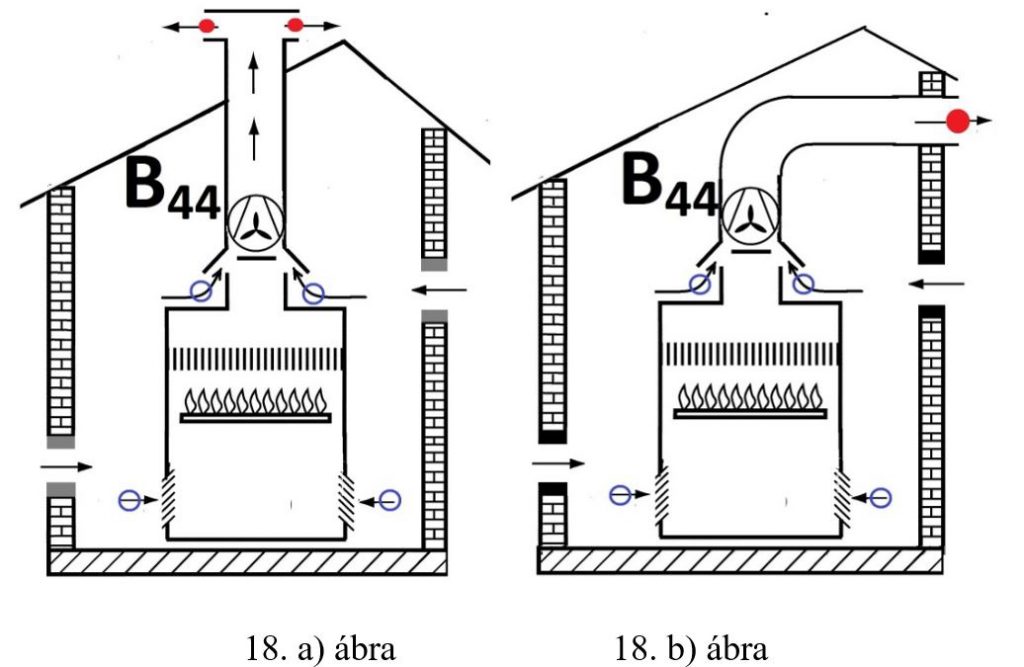
4.5. B5 típusú gázfogyasztó készülék
A B5 típusú gázfogyasztó készülék konstrukciós kialakítása szerint égéstermék-elvezetőhöz nem csatlakozatható.
4.5.1. B51 típusú, természetes huzat elvén működő gázfogyasztó készülék
A B51 típusú, természetes huzatú tűztérrel rendelkező gázfogyasztó készülék függőleges elrendezésű égéstermék kivezetésre szolgáló kivezetését a tető fölött kell elhelyezni, amelyet a 19. ábra szerinti sémának megfelelő elrendezésben kell telepíteni.
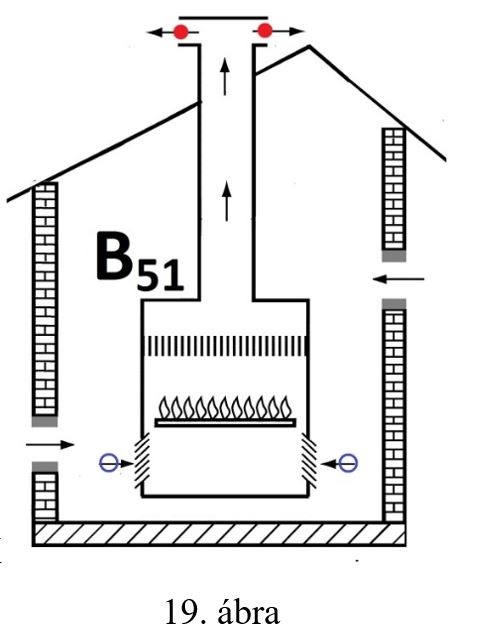
4.5.2. B52 típusú gázfogyasztó készülék
A gázfogyasztó készülék tűztere és égéstermék kilépésre szolgáló kivezetése közötti ventilátorral rendelkező B52 típusú gázfogyasztó készülék függőleges vagy vízszintes elrendezésű égéstermék kilépésre szolgáló kivezetését a tető felett, vagy a homlokzaton kell elhelyezni, és a 20. a) vagy a 20. b) ábra szerinti sémának megfelelő elrendezésben kell telepíteni.
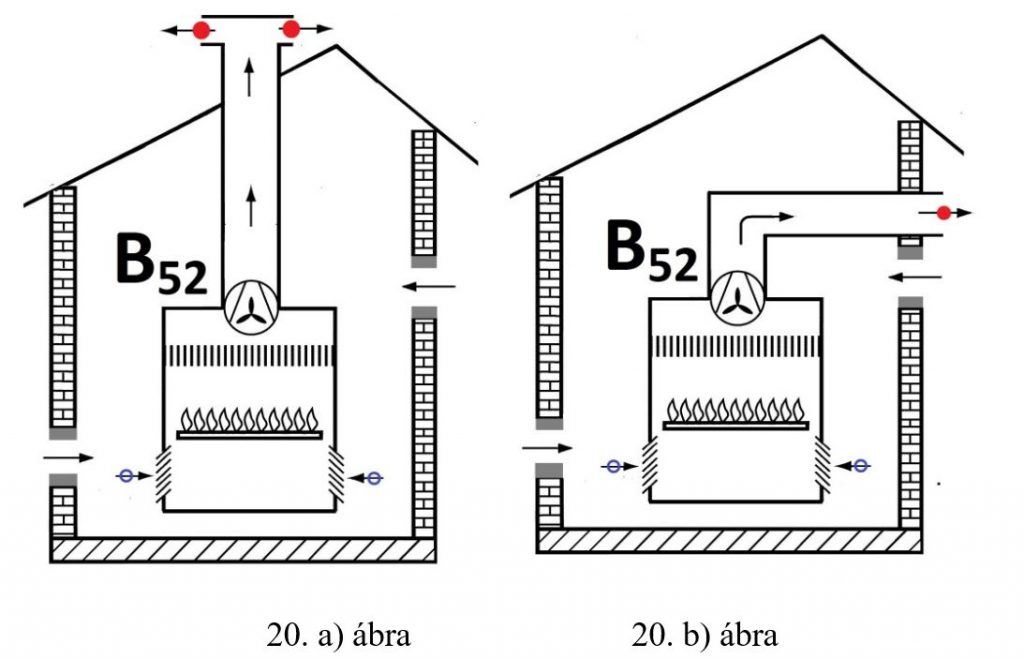
4.5.3. B53 típusú gázfogyasztó készülék
A gázfogyasztó készülék tűztere előtt elhelyezkedő ventilátorral rendelkező B53 típusú gázfogyasztó készülék függőleges vagy vízszintes elrendezésű égéstermék kilépésre szolgáló kivezetését a tető felett, vagy a homlokzaton kell elhelyezni, és a 21. a) vagy a 21. b) ábra szerinti sémának megfelelő elrendezésben kell telepíteni.
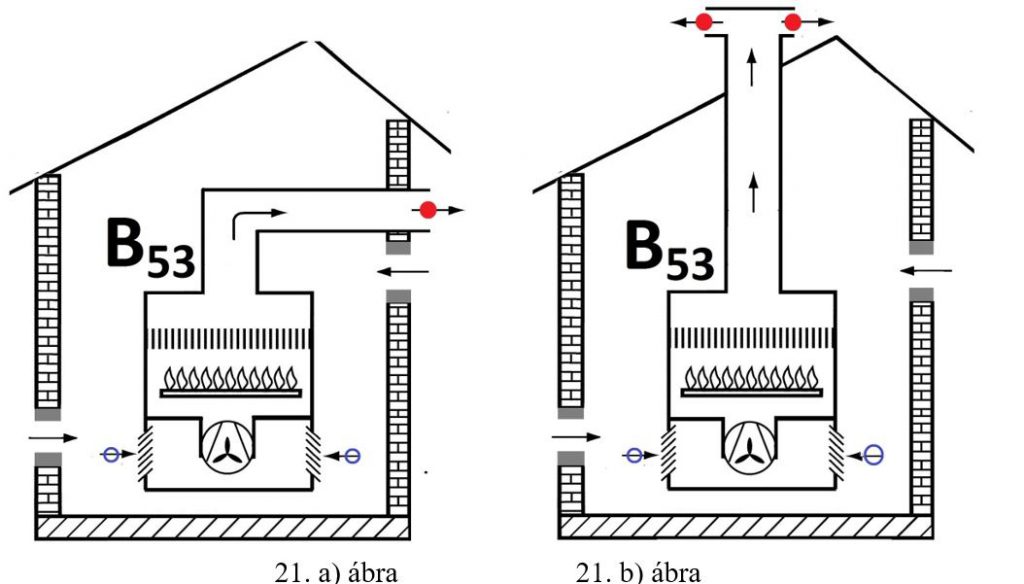
Vissza a tartalomjegyzékhez
5. „C” típusú gázfogyasztó készülék telepítésére vonatkozó speciális előírások
A „C” típusú gázfogyasztó készülék égési körét a készüléknek a felállítási helyiségétől és az épület más zárható helyiségeitől elzárt kivitelben kell tervezni és telepíteni. A levegő-bevezető a felállítási helyiségeivel szemben légtömör és megfelelő mechanikai szilárdságú legyen, álljon ellen a korróziós hatásoknak.
Az MSZ EN 14989-1 (Égéstermék-elvezető berendezések. Zárt égésterű tüzelőberendezések fém égéstermék-elvezető berendezéseinek és anyagától független levegőellátó vezetékeinek követelményei és vizsgálati módszerei. 1. rész: C6 típusú gázfogyasztó készülékek égéstermék-elvezető berendezéseinek függőleges elrendezésű levegő-égéstermék kitorkolló idomdarabjai), valamint az MSZ EN 14989-2 (Égéstermék-elvezető berendezések. Zárt égésterű tüzelőberendezések fém égéstermék-elvezető berendezéseinek és anyagtól független levegőellátó vezetékeinek követelményei és vizsgálati módszerei. 2. rész: Zárt égésterű tüzelőberendezések égéstermék- és levegőellátó vezetékei) szabványok követelményeinek, vagy azzal legalább egyenértékű műszaki megoldásokat úgy kell tekinteni, hogy a követelményeknek megfelelnek.
A C1, C3, C5, C7, C9, C(11), C(13), C(14), C(15) típusú gázfogyasztó készülékek égéstermék kitorkolásának elhelyezkedése ne jelentsen veszélyt az épületben tartózkodó emberek és állatok számára, ne befolyásolja hátrányosan meglévő műszaki berendezések üzemét, továbbá a meglévő berendezések működése ne befolyásolja hátrányosan a telepítendő gázfogyasztó készülék üzemét.
A C1, C3, C5, C7, C9, C(11), C(13), C(14), C(15) típusú készülék égéstermék kitorkolásának az MSZ EN 15287-1 (Égéstermék-elvezető berendezések. Égéstermék-elvezető berendezések tervezése, kivitelezése és üzembe helyezése. 1. rész: Nyitott égésterű tüzelőberendezések égéstermék-elvezető berendezései) szabvány, homlokzati kivezetésre alkalmas „C” típusú készülék esetén az MSZ EN 15287-2 (Égéstermék elvezető berendezések. Égéstermék-elvezető berendezések tervezése, kivitelezése és üzembe helyezése. 2. rész: Zárt égésterű tüzelőberendezések égéstermék-elvezető berendezései) szabvány előírásai szerinti elhelyezését úgy kell tekinteni, hogy az elhelyezés a követelményeknek megfelel.
A C2, C4, C8, C(10), C(12) típusú gázfogyasztó készüléknek a felállítási helyiségük légterén átvezető levegőt és égésterméket vezető elemei kizárólag a gázfogyasztó készülék részeként forgalomba hozott részegységekből tervezhetők.
Abban az esetben, ha a gázfogyasztó készülék levegőellátására szolgáló, szabadban elhelyezendő nyílások és égéstermékének szabadba történő kiléptetésére szolgáló nyílások egymáshoz viszonyított elhelyezkedése a telepítés során változtatható, vagy ezeket a nyílásokat nem a gázfogyasztó készülék részeként tartalmazzák, akkor elhelyezkedésük abban az esetben tekintendő azonos nyomású térbe kivezetettnek, ha azonos épületsíkon helyezkednek el, tengelyük egy 0,5 m oldalhosszúságú négyzeten belül elhelyezhető.
A gázfogyasztó készülék homlokzati égéstermék kivezetését tilos a külső falsíkhoz képest kifejezetten besüllyeszteni. A kivezetés környezetében ablakpárkányok és a kivezetés egyik szélétől 200 mm-nél távolabb lévő díszítési célú 50 mm-t meg nem haladó falvastagság-változások megengedettek.
Vissza a tartalomjegyzékhez6.1. A C11 típusú gázfogyasztó készülék
A természetes tűztérhuzat elvén működő C11 típusú gázfogyasztó készüléket a 22. ábra szerinti sémának megfelelő elrendezésben kell telepíteni.
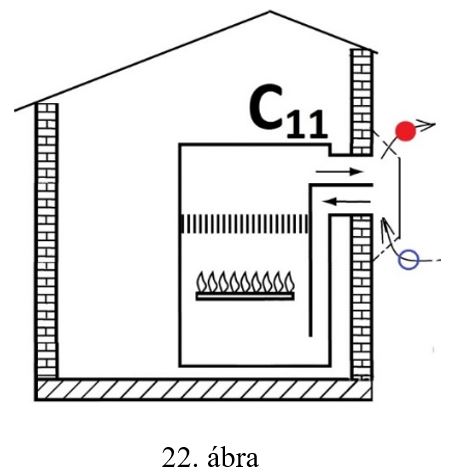
6.1.2. C12 típusú gázfogyasztó készülék
A tűztér után elhelyezkedő ventilátort tartalmazó C12 típusú gázfogyasztó készüléket a 23. ábra szerinti sémának megfelelő elrendezésben kell telepíteni.
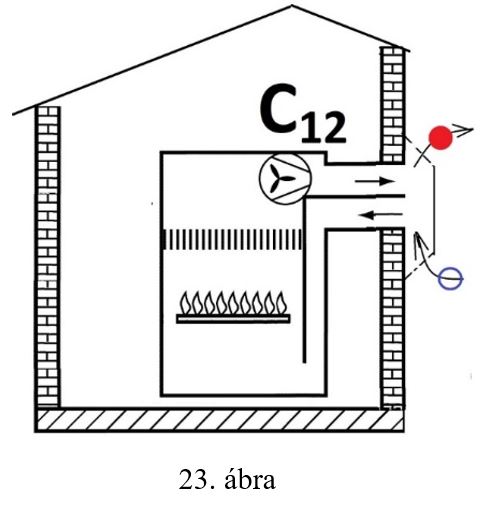
6.1.3. C13 típusú gázfogyasztó készülék
A tűztér előtt elhelyezkedő ventilátort tartalmazó C13 típusú gázfogyasztó készüléket a 24. ábra szerinti sémának megfelelő elrendezésben kell telepíteni.
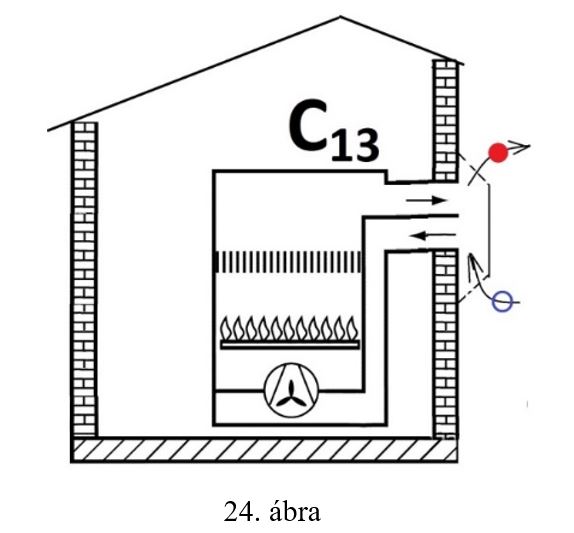
6.2. C2 típusú gázfogyasztó készülék
C2 típusú gázfogyasztó készüléket égési levegő beszívására és égéstermék kilépésre szolgáló kivezetéseivel a felállítási helyiség légterének határánál egy közös rendszerű, levegő-bevezető funkciót is ellátó égéstermék-elvezetőhöz kell csatlakoztatni. A gázfogyasztó készülék felállítási helyiségének légterén átvezető, csak az adott gázfogyasztó készülék készülék-modulját kiszolgáló levegőt vezető és égésterméket vezető elemek kizárólag a gázfogyasztó készülék részeként tanúsított és forgalomba hozott részegységek felhasználásával tervezhetők és telepíthetők.
6.2.1. C21 típusú gázfogyasztó készülék
A C21 típusú gázfogyasztó természetes tűztérhuzat elvén működő gázfogyasztó készüléket a 25. ábra szerinti sémának megfelelő elrendezésben kell telepíteni.
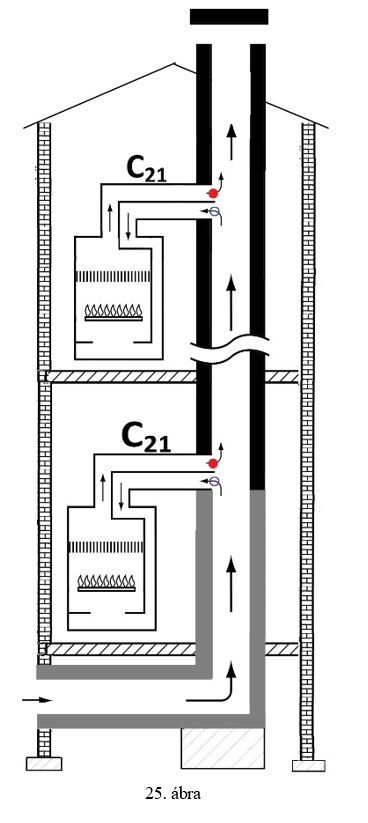
6.2.2. C22 típusú gázfogyasztó készülék
A tűztér utáni ventilátort tartalmazó C22 típusú gázfogyasztó készüléket a 26. ábra felső részén látható sémának megfelelő elrendezésben kell telepíteni.
6.2.3. C23 típusú gázfogyasztó készülék
A tűztér előtti ventilátort tartalmazó C23 típusú gázfogyasztó készüléket a 26. ábra alsó részén látható sémának megfelelő elrendezésben kell telepíteni.
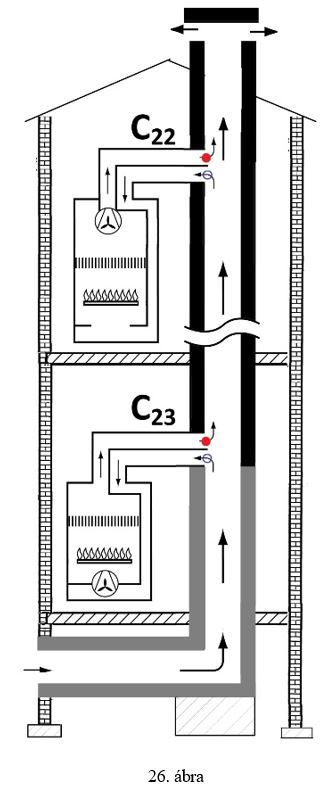
6.3. A C3 típusú gázfogyasztó készülék
A C3 típusú gázfogyasztó készülék függőleges elrendezésű levegő beszívására és égéstermék kilépésre szolgáló kivezetéseit a tető felett kell elhelyezni. Ha a gázfogyasztó készülék égési levegő beszívására és égéstermékének kilépésére szolgáló kivezetéseit olyan egymástól elkülönült részei tartalmazzák, amelyek a telepítés során változtatható távolságban helyezhetők el, akkor ezeket úgy kell elhelyezni, hogy azonos légnyomású térbe kivezetettnek minősüljenek. Ez a gázfogyasztó készülék típus konstrukciós kialakítása szerint égéstermék-elvezetőhöz nem csatlakozatható.
6.3.1. C31 típusú gázfogyasztó készülék
A természetes tűztérhuzat elvén működő C31 típusú gázfogyasztó készüléket a 27. ábra szerinti sémának megfelelő elrendezésben kell telepíteni.
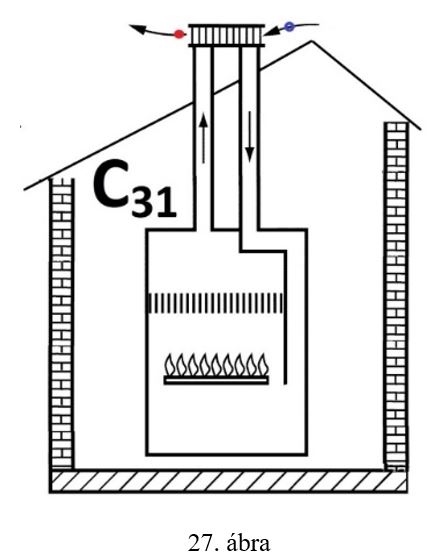
6.3.2. C32 típusú gázfogyasztó készülék
A tűztér utáni ventilátort tartalmazó C32 típusú gázfogyasztó készüléket 28. ábra szerinti sémának megfelelő elrendezésben kell telepíteni.
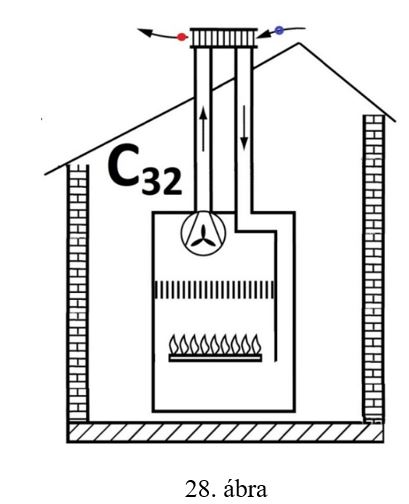
6.3.3. C33 típusú gázfogyasztó készülék
A tűztér előtti ventilátort tartalmazó C33 típusú gázfogyasztó készüléket a 29. ábra szerinti sémának megfelelő elrendezésben kell telepíteni.
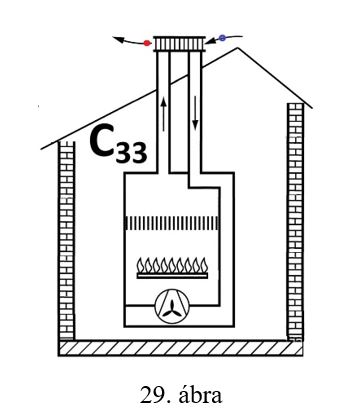
6.4. A C4 típusú gázfogyasztó készülékek
A C4 típusú gázfogyasztó készüléket a felállítási helyiségen átvezető égésterméket vezető részeivel egy természetes huzat elvén működő, közös rendszerű égéstermék-elvezetőhöz kell csatlakozatni, amely egy olyan gázfogyasztó készüléktől függetlenül forgalomba hozott rendszer része, amely egy levegő-bevezetőt is tartalmaz. Ha a levegő-bevezető és égéstermék-elvezető szabadba kivezető nyílásainak elhelyezése nem koncentrikus, akkor ezeket a nyílásokat tartalmazó szerelvényeket úgy kell elhelyezni, hogy a nyílások azonos légnyomású térbe kivezetettnek minősüljenek, és amelyeket kivitelüknek megfelelően, függőleges vagy vízszintes elrendezésben kell telepíteni.
6.4.1. C41 típusú gázfogyasztó készülék
A C41 típusú gázfogyasztó készüléket a 30. a) vagy a 30. b) ábra szerinti sémák egyikének megfelelő elrendezésben kell telepíteni, a gyártók telepítésre vonatkozó előírása szerint.
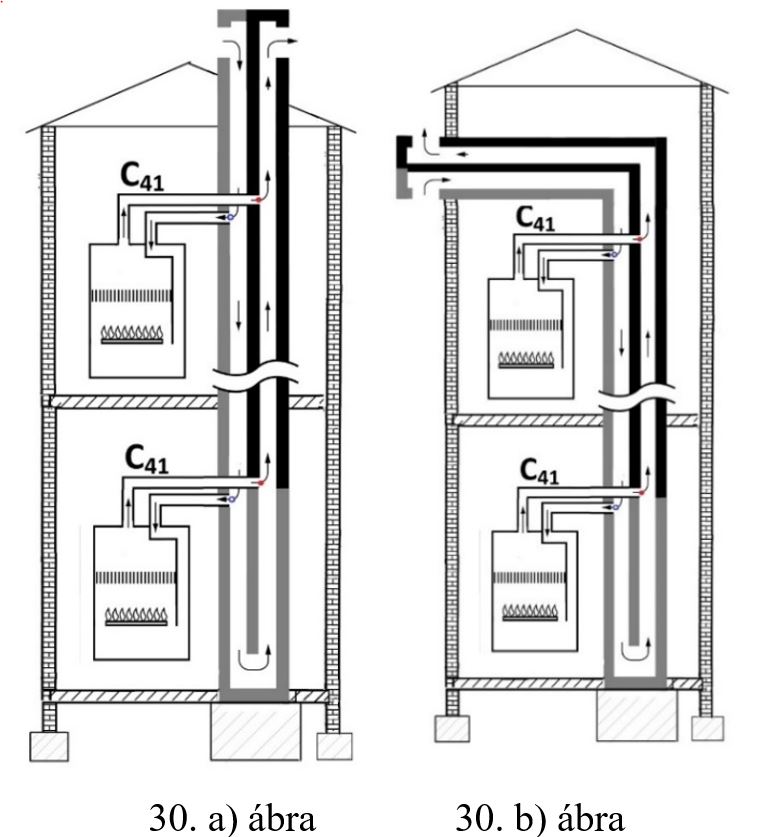
6.4.2. C42 típusú gázfogyasztó készülék
A tűztér utáni ventilátorral ellátott, C42 típusú gázfogyasztó készüléket a 31. a) vagy a 31. b) ábrák felső ábrarésze szerinti séma egyikének megfelelő elrendezésben kell telepíteni.
6.4.3. C43 típusú gázfogyasztó készülék
A tűztér előtti ventilátorral ellátott C43 típusú gázfogyasztó készüléket a 31. a) vagy a 31. b) ábrák alsó ábrarésze szerinti sémák egyikének megfelelő elrendezésben kell telepíteni.
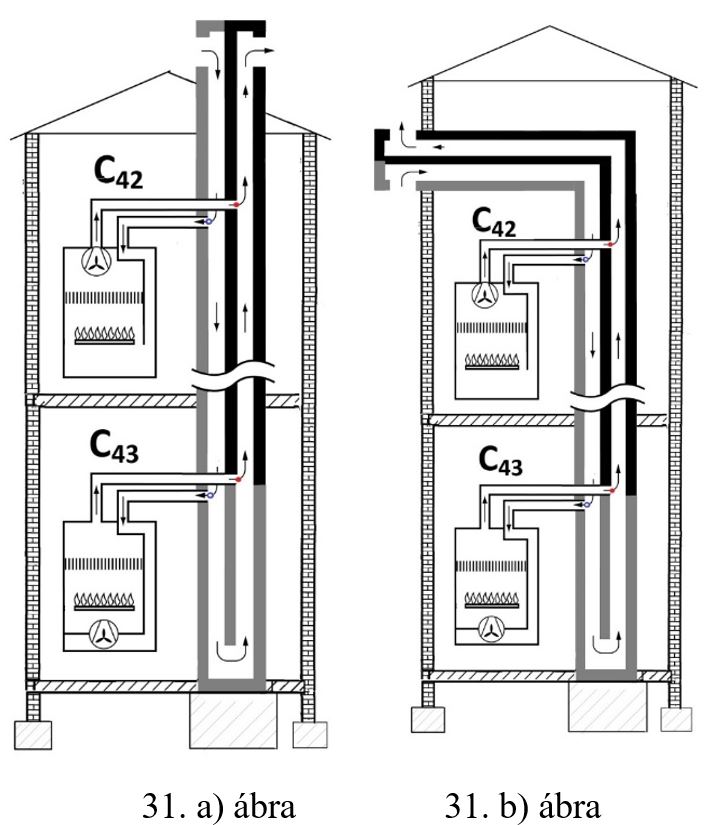
6.5. C5 típusú gázfogyasztó készülék
A C5 típusú gázfogyasztó készülék levegő beszívására és égéstermékének kivezetésre szolgáló nyílásait tartalmazó részei az épület homlokzatán vagy a teteje felett, eltérő szél- és nyomásviszonyok hatása alatt álló helyeken is elhelyezhetők.
Azoknál a gázfogyasztó készülékeknél, amelyeknél a vonatkozó európai jogszabálynak való megfelelőséget egy harmonizált európai gázkészülék szabványnak való megfelelőség kimutatásával igazolta a gyártó, a telepítés általában a következők szerint korlátozott, a típus CEN/TR 1749 vagy az EN 1749 leírásához képest:
a gázfogyasztó készülék levegő beszívására szolgáló nyílásait tartalmazó része és a gázfogyasztó készülék égéstermék kilépésre szolgáló kivezetését tartalmazó résznek elhelyezésére szolgáló homlokzatok síkja egymáshoz képest legfeljebb 90o-os szöget zárhat be.
Abban az estben, ha a gázfogyasztó készülék telepítése a CEN/TR 1749 vagy az EN 1749 szerinti típusleíráshoz képest korlátozott, akkor a készülék telepítését a gyártónak a gázfogyasztó készülékhez mellékelt dokumentációjában leírt korlátozások szerint kell tervezni.
A C5 típus esetében gyakori, hogy a gyártó előírásában korlátozza a telepítési lehetőségeket az alábbiakhoz képest. Ez a gázfogyasztó készülék nem csatlakozatható égéstermék-elvezetőhöz.
6.5.1. C51 típusú gázfogyasztó készülék
A természetes tűztérhuzat elvén működő C51 típusú gázfogyasztó készülék égéstermék kilépésre szolgáló kivezetését a tető felett, függőleges elrendezésben kell telepíteni a 32. ábra szerinti sémának megfelelő elrendezésben.
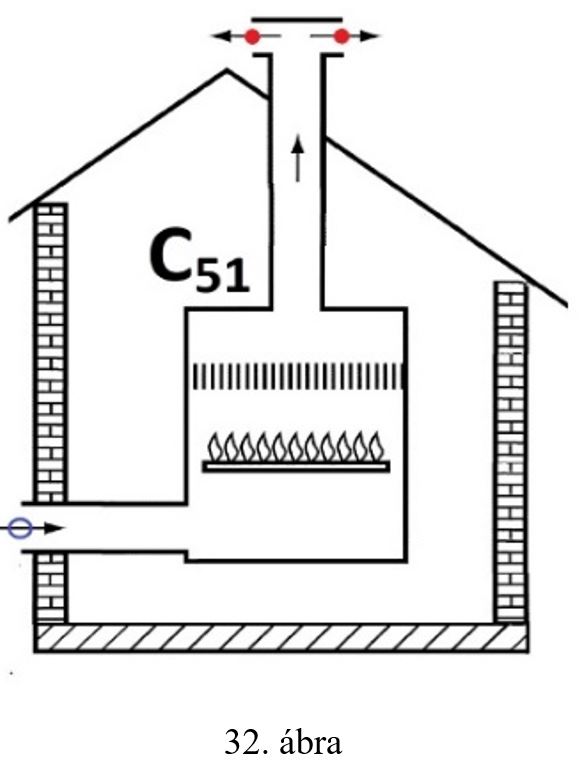
6.5.2. C52 típusú gázfogyasztó készülék
A tűztér után elhelyezkedő ventilátorral ellátott C52 típusú gázfogyasztó készüléket a 33. a), vagy a 33. b), vagy a 33. c), vagy a 33. d) ábra szerinti sémák egyikének megfelelő elrendezésben kell telepíteni.
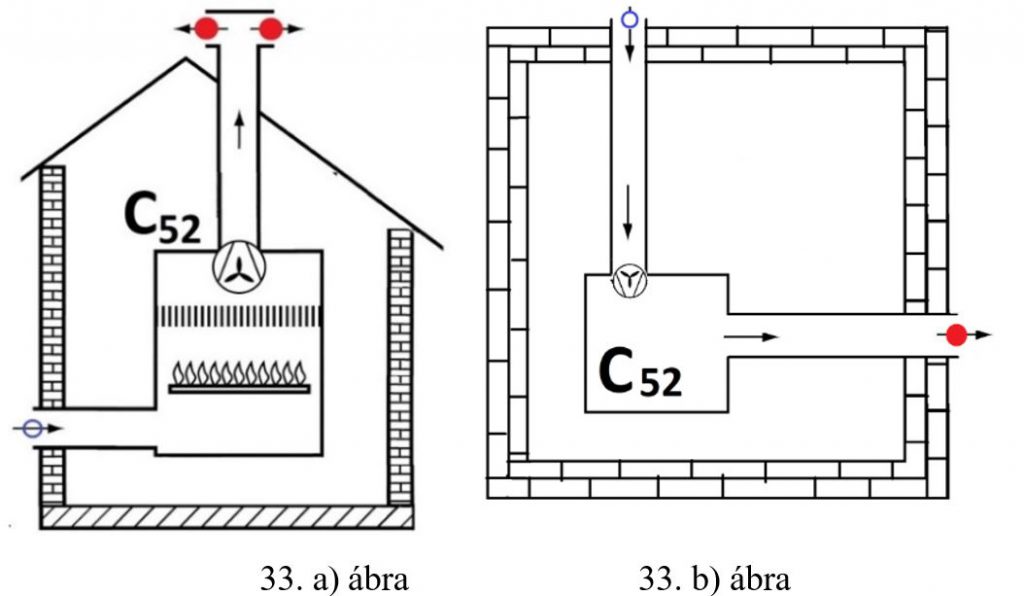
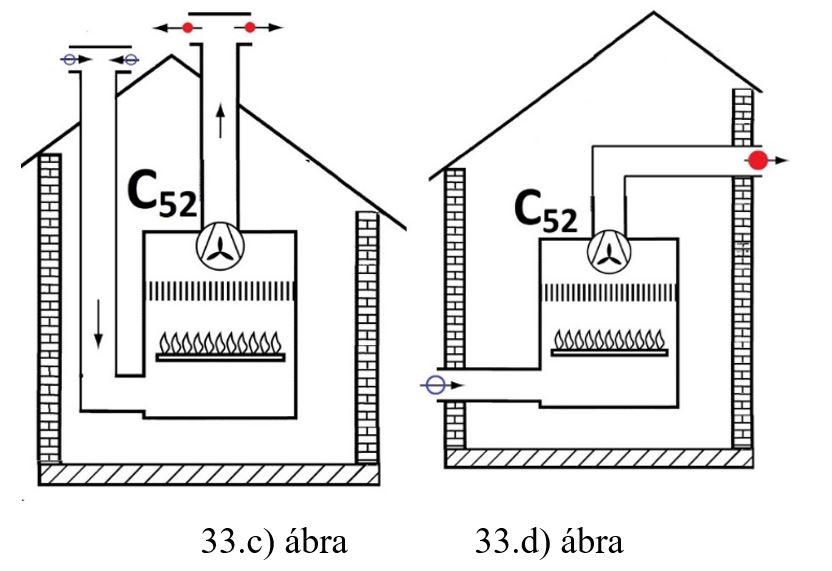
C53 típusú gázfogyasztó készülék
A tűztér előtt elhelyezkedő ventilátorral ellátott, C53 típusú gázfogyasztó készüléket a 34. a) vagy a 34. b) vagy a 34. c) vagy a 34. d) ábra szerinti sémák egyikének megfelelő elrendezésben kell telepíteni.
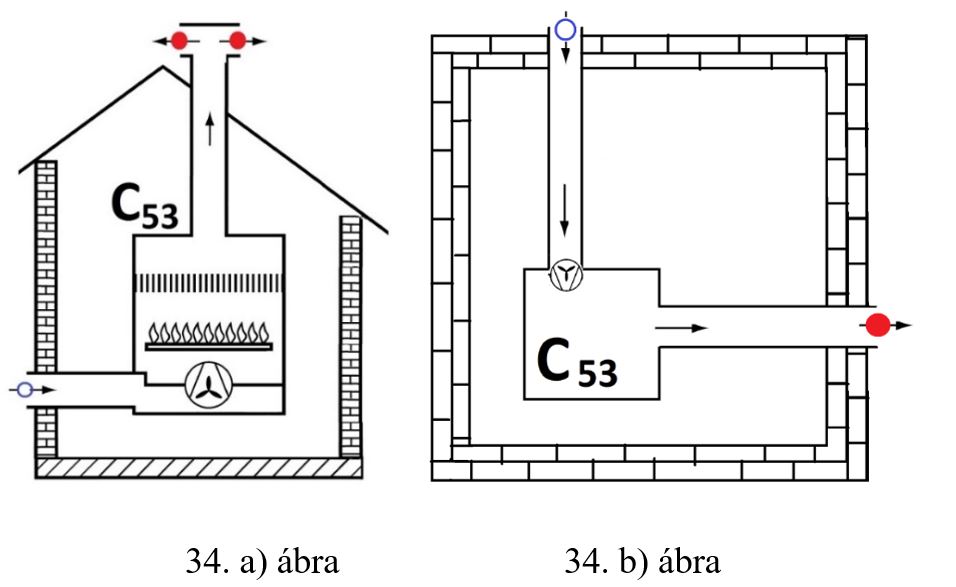
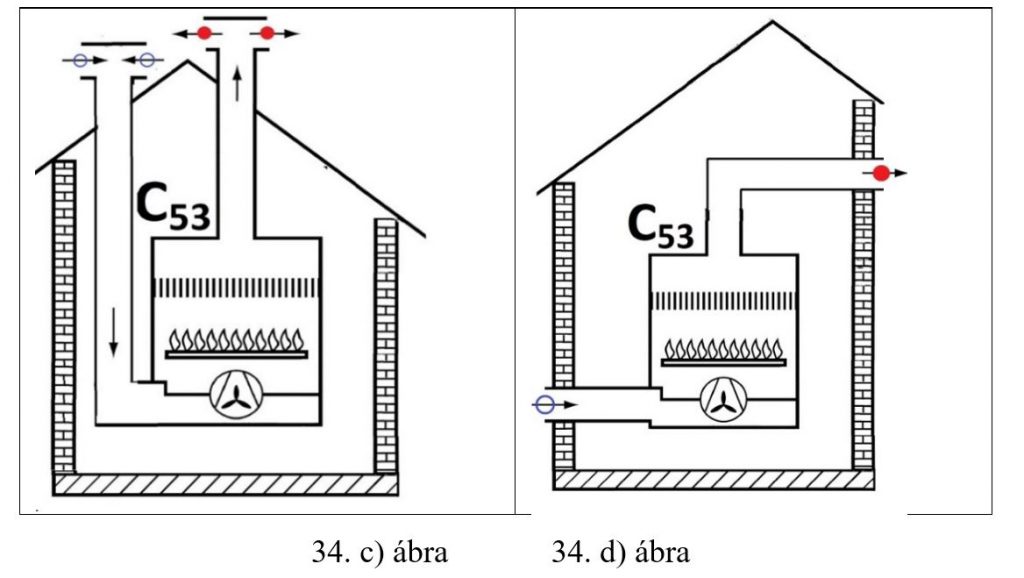
Vissza a tartalomjegyzékhez
6.6. C6típusúgázfogyasztókészülék
A C6 típusú gázfogyasztó készüléket (amely csak egy készülék-modulból áll) levegő-bevezetőhöz és égéstermék-elvezetőhöz kell csatlakoztatni a C1, C2, C3, C4, C5, C7, C8, C9, C(10), C(11), C(12), C(13), C(14) vagy C(15) típus szerinti elrendezések bármelyikének megfelelő elrendezésben. A telepítés tervének elkészítése során figyelembe kell venni a gázfogyasztó készülék gyártója által a gázfogyasztó készülékhez mellékelt dokumentációjában azonosított minden olyan telepítésre vonatkozó korlátozást, amely a C6 típusnak CEN/TR 1749 vagy az EN 1749 szabványban közölt leírásához képest fennáll. Az égési körben ventilátorral nem rendelkező gázfogyasztó készülékek esetén csak olyan C6 altípusok telepíthetők, amelyeket a gázfogyasztó készülék dokumentációja megenged.
A gázfogyasztó készülék és az égéstermék-elvezető együttesét a gyártók előírásai, a gázfogyasztó készülékek telepítését szabályozó, valamint a kéményseprő-ipari jogszabályok és jelen szakági műszaki szerint kell kialakítani.
A kiviteli tervben a tervezőnek, vagy az egyszerűsített készülék cseréről szóló szerelési nyilatkozatot kiállító feljogosított gázszerelőnek a C6 típus elrendezését egyértelműen azonosítania kell úgy, hogy az elrendezésnek megfelelő másik C típus azonosítóját a C6–os típus jele után, zárójelben kell megadni. Az elrendezés feleljen meg a zárójelben hivatkozott típus telepítési sémájának
A fentieknek megfelelően a C33 típus elrendezésének megfelelően telepített C63 típusú gázfogyasztó készülékre a telepítés tervén C63(C33) típusjelzéssel kell hivatkozni.
A C(10)2 típusnak megfelelő elrendezésű C62 típusú gázfogyasztó készülékre a telepítés tervén C62(C(10)2) típusjelzéssel kell hivatkozni.
Egyes C6 típusok esetében, azok jellegéből fakadóan egymásnak megfelelő elrendezésű típusok alakulnak ki, amelyek a következők:
a) C62 (C(10)2)= C62(C(11)2) = C62 (C(14)2)
b) C63 (C(10)3)= C63 (C(11)3)= C63 (C(14)3)
6.6.1. C6(C1) típusú gázfogyasztó készülék
A C6(C1) típusú gázfogyasztó készüléket a felállítási helyiségen is áthaladó, a gázfogyasztó készüléktől függetlenül forgalomba hozott, vízszintes elrendezésű levegő-bevezetőhöz és égéstermék-elvezetőhöz kell csatlakoztatni. Abban az esetben, ha a levegő-bevezető és égéstermék-elvezető szabadba kivezető nyílásainak elhelyezése egymáshoz képest nem koncentrikus, akkor a nyílásokat úgy kell elhelyezni, hogy azonos légnyomású térbe kivezetettnek minősüljenek.
6.6.1.1. C61(C11) gázfogyasztó készülék
A természetes tűztérhuzat elvén működő C61(C11) gázfogyasztó készüléket a 35. ábra szerinti sémának megfelelő elrendezésben kell telepíteni.
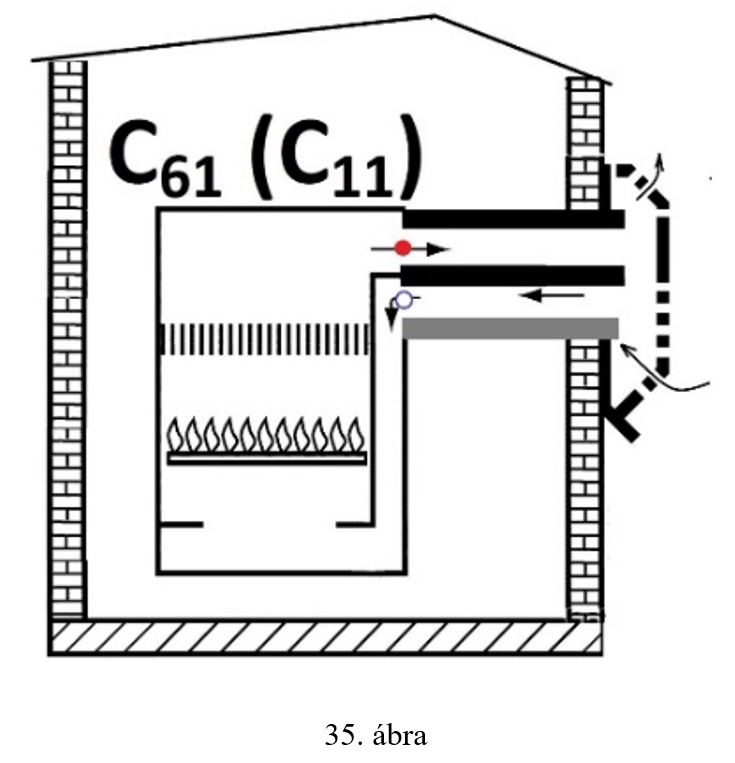
6.6.1.2. C62(C12) típusú gázfogyasztó készülék
A tűztér utáni ventilátorral ellátott C62(C12) típusú gázfogyasztó készüléket a 36. ábra szerinti sémának megfelelő elrendezésben kell telepíteni.
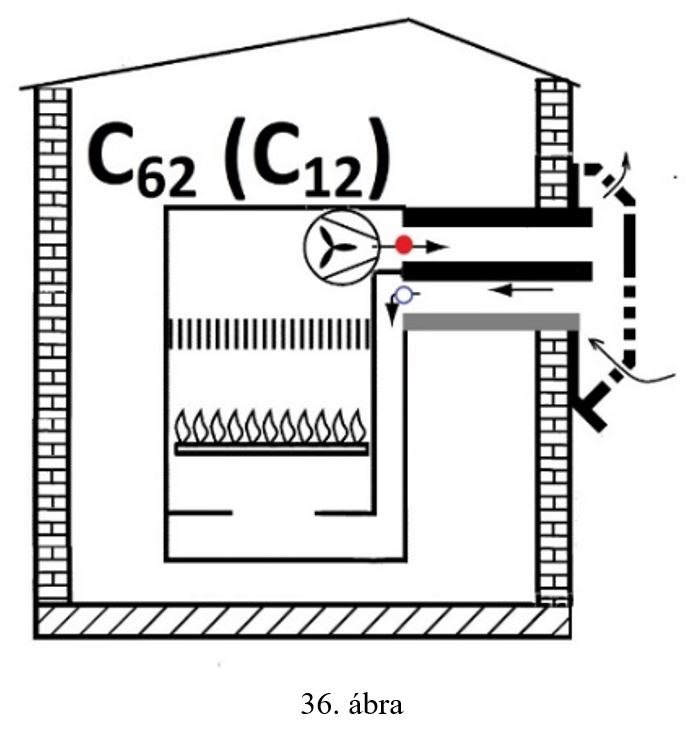
6.6.1.3. C63(C13) típusú gázfogyasztó készülék
A tűztér előtti ventilátorral ellátott C63(C13) típusú gázfogyasztó készüléket a 37. ábra szerinti sémának megfelelő elrendezésben kell telepíteni.
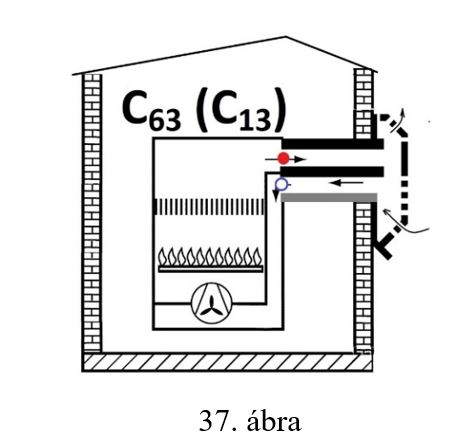
6.6.2. C6(C2) típusú gázfogyasztó készülék
A C6(C2) típusú gázfogyasztó készüléket egy levegő-bevezető funkciót is ellátó, természetes huzat elvén működő, gyűjtő rendszerű, égéstermék-elvezetőnek a felállítási helyiségen átvezető, egy gázfogyasztó készüléket kiszolgáló ágához, valamint a felállítási helyiség légterén átvezető és a gyűjtő rendszerű égéstermék-elvezetőhöz csatlakozó levegő-bevezetőhöz kell csatlakoztatni, a 38 és a 39. ábrákon bemutatott elrendezési példák szerint.
6.6.2.1. C61(C21) típusú gázfogyasztó készülék
A természetes tűztérhuzat elvén működő, C61(C21) típusú gázfogyasztó készüléket a 38. ábra szerinti sémának megfelelő elrendezésben kell telepíteni.
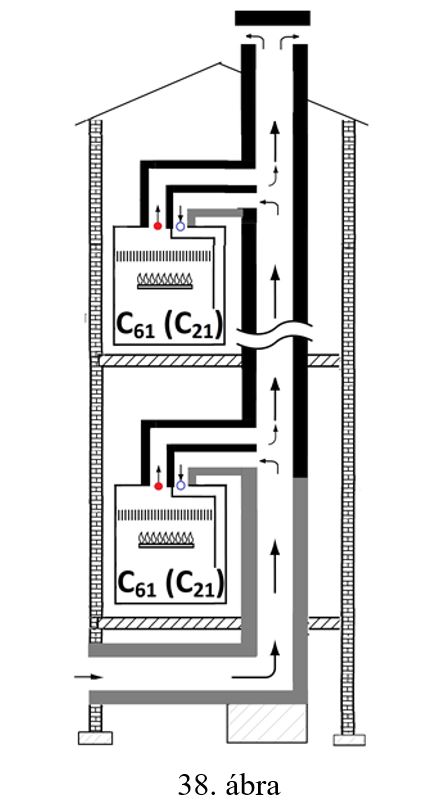
6.6.2.2. C62(C22) típusú gázfogyasztó készülék
A tűztér utáni ventilátort tartalmazó C62(C22) típusú gázfogyasztó készüléket a 39. ábra felső ábrarésze szerinti sémának megfelelő elrendezésben kell telepíteni.
6.6.2.3. C63(C23) típusú gázfogyasztó készülék
A tűztér előtti ventilátort tartalmazó C63(C23) típusú gázfogyasztó készüléket, a 39. ábra alsó ábrarésze szerinti sémának megfelelő elrendezésben kell telepíteni.
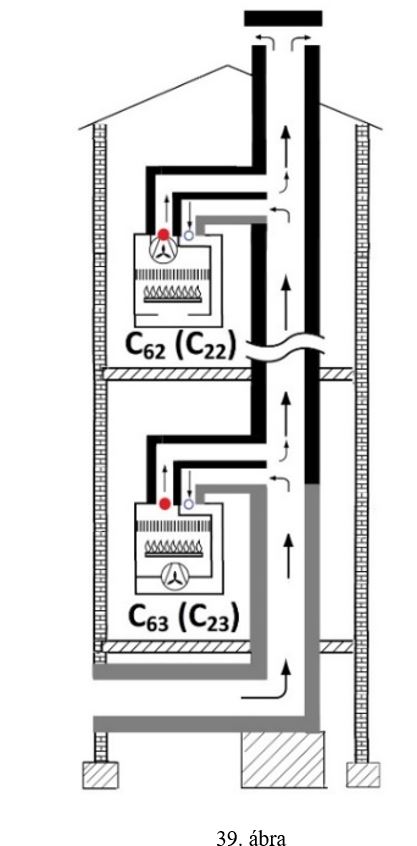
6.6.3. C6(C3) típusú gázfogyasztó készülék
C6(C3) típusú gázfogyasztó készülékhez csatlakozó levegő-bevezető égési levegő beszívására szolgáló nyílásait és az égéstermék-elvezető égéstermék kilépésre szolgáló nyílásait tartalmazó szerelvények függőleges elrendezésűek legyenek. Az égéstermék-elvezető és a levegő-bevezető szabadba vezető nyílásainak elhelyezése koncentrikus legyen, vagy úgy kell elhelyezni őket, hogy azonos légnyomású térbe kivezetettnek minősüljenek.
6.6.3.1. C61(C31) típusú gázfogyasztó készülék
A természetes tűztérhuzat elvén működő C61(C31) típusú gázfogyasztó készülék a 40. ábra szerinti sémának megfelelő elrendezésben kell telepíteni.
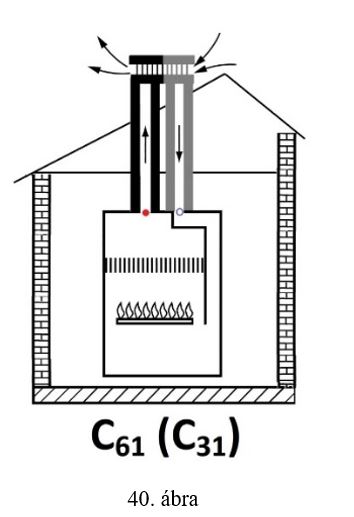
6.6.3.2. C62(C32) típusú gázfogyasztó készülék
A tűztér utáni ventilátorral ellátott C62(C32) típusú gázfogyasztó készüléket a.41. ábra szerinti sémának megfelelő elrendezésben kell telepíteni.
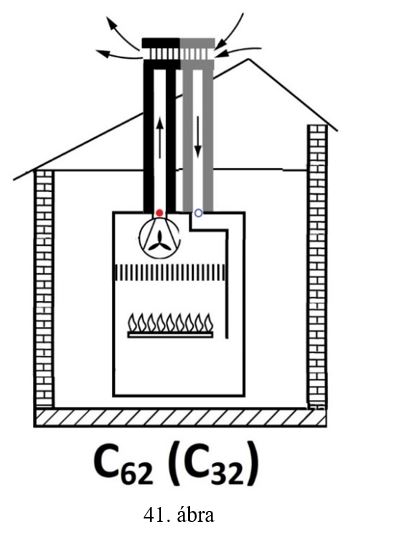
6.6.3.3. C63(C33) típusú gázfogyasztó készülék
A tűztér előtti ventilátorral ellátott C63(C33) típusú gázfogyasztó készüléket a 42. ábra szerinti sémának megfelelő elrendezésben kell telepíteni.
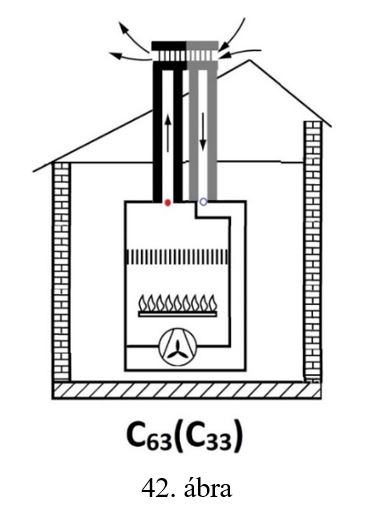
6.6.4. C6(C4) típusú gázfogyasztó készülék
C6(C4) típusú gázfogyasztó készüléket egy természetes huzat elvén működő, gyűjtő rendszerű égéstermék-elvezetőhöz kell csatlakozatni. Az égéstermék-elvezető egy olyan rendszer részét képezze, amely egy elosztó rendszerű levegő-bevezetőt is tartalmaz. Az égéstermék-elvezető és a levegő-bevezető szabadban elhelyezendő nyílásainak elhelyezése egymáshoz képest koncentrikus legyen, vagy úgy helyezkedjenek el, hogy azonos légnyomású térbe kivezetettnek minősüljenek.
6.6.4.1. C61(C41) típusú gázfogyasztó készülék
A természetes tűztérhuzat elvén működő C61(C41) típusú gázfogyasztó készüléket 43. a) vagy a 43. b) ábra szerinti sémának megfelelő elrendezésben kell telepíteni.
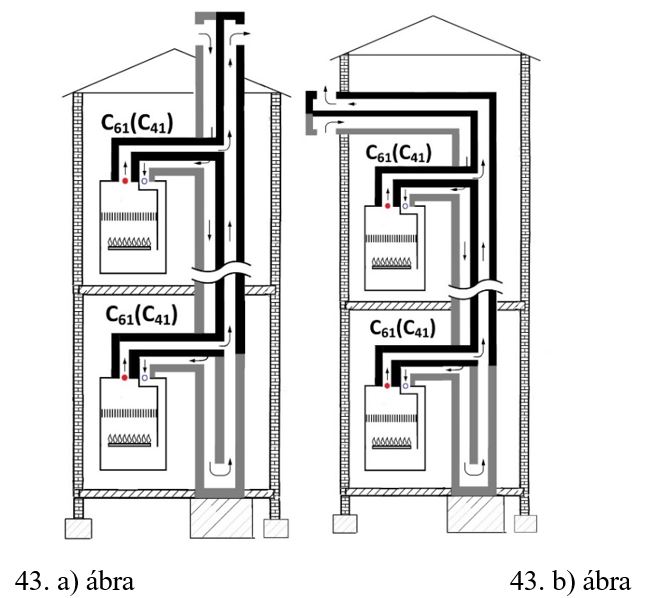
6.6.4.2. C62(C42) típusú gázfogyasztó készülék
A tűztér után elhelyezkedő ventilátorral ellátott, C62(C42) típusú gázfogyasztó készüléket a 44. a) vagy a 44. b) ábrák felső ábrarésze szerinti sémák egyikének megfelelő elrendezésben kell telepíteni.
6.6.4.3. C63(C43) típusú gázfogyasztó készülék
A tűztér előtt elhelyezkedő ventilátorral ellátott, C63(C43) típusú gázfogyasztó készüléket a 44. a) vagy a 44. b) ábrák alsó ábrarésze szerinti sémák egyikének megfelelő elrendezésben kell telepíteni.
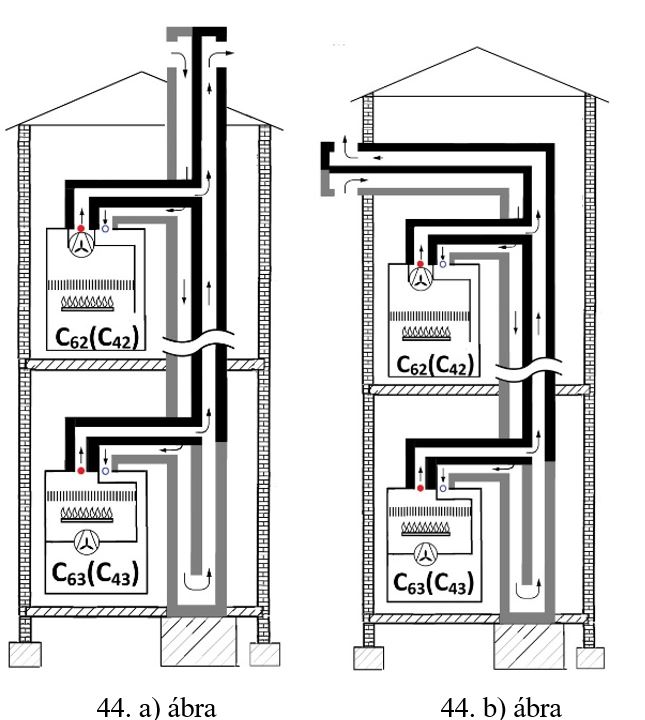
6.6.5. C6(C5) típusú gázfogyasztó készülék
A C6(C5) típusú gázfogyasztó készüléket a felállítási helyiség légterében egy levegő-bevezetőhöz és egy égéstermék-elvezetőhöz kell csatlakoztatni. A levegő-bevezető és az égéstermék-elvezető szabadba vezető nyílásai az épület homlokzatain, vagy a tető felett egymástól eltérő szél- és nyomásviszonyok hatása alatt álló terekben is elhelyezhetők.
Abban az estben, ha a gázfogyasztó készülék telepítése a CEN/TR 1749, majd az EN 1749 szerinti típusleíráshoz képest korlátozott, akkor a gázfogyasztó készülék telepítését a gyártónak a gázfogyasztó készülékhez mellékelt dokumentációjában leírt korlátozások figyelembevételével kell tervezni.
Azoknál a gázfogyasztó készülékeknél, amelyeknél a vonatkozó európai jogszabálynak való megfelelőséget egy harmonizált európai gázkészülék szabványnak való megfelelőség kimutatásával igazolta a gyártó, a telepítés általában a következők szerint korlátozott, a típus CEN/TR 1749, majd az EN 1749 leírásához képest: Az épület homlokzatán a levegő-bevezető levegő beszívására szolgáló nyílásának és az égéstermék-elvezető égéstermék kilépésre szolgáló nyílásának elhelyezésére szolgáló homlokzatok síkja egymáshoz képest legfeljebb 90o-os szöget zárhat be.
6.6.5.1. C61(C51) típusú gázfogyasztó készülék
A természetes tűztérhuzat elvén működő C61(C51) típusú gázfogyasztó készülékhez csatlakozó, természetes huzat elvén működő, függőleges elrendezésű égéstermék-elvezető függőleges elrendezésű legyen. A gázfogyasztó készüléket a 45. a) vagy a 45. b) ábra szerinti sémák egyikének megfelelő elrendezésben kell telepíteni.
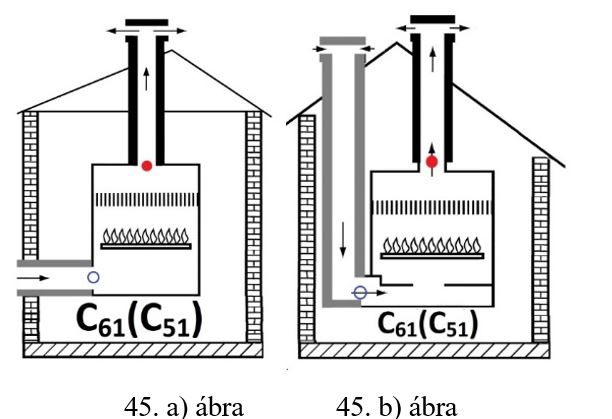
6.6.5.2. C62(C52) típusú gázfogyasztó készülék
A tűztér utáni ventilátorral rendelkező C62(C52) típusú gázfogyasztó készüléket a 46. a), vagy a 46. b), vagy a 46. c), vagy a 46. d) ábra szerinti sémák egyikének megfelelő elrendezésben kell telepíteni.
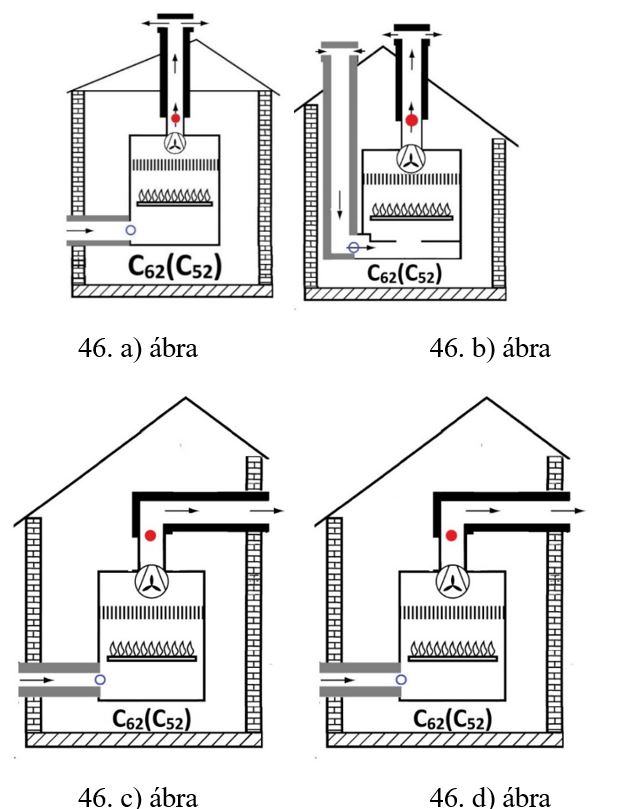
6.6.5.3. C63(C53) típusú gázfogyasztó készülék
A tűztér előtti ventilátorral rendelkező C63(C53) típusú gázfogyasztó készülék a 47. a), vagy a 47. b) vagy a 47. c), vagy a 47. d) ábra szerinti sémák egyikének megfelelő elrendezésben kell telepíteni.
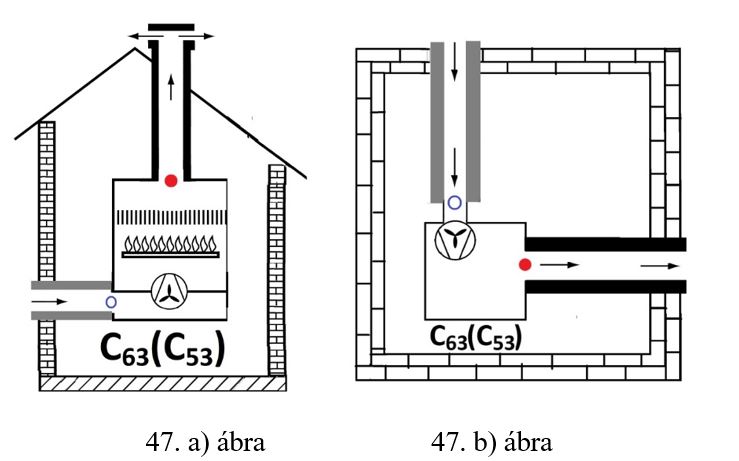
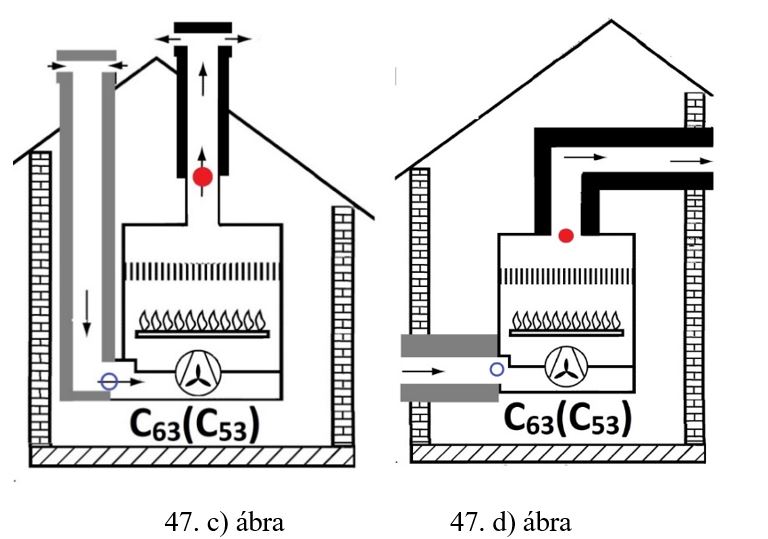
6.6.6. C6(C7) típusú gázfogyasztó készülék
C6(C7) típusú gázfogyasztó készülékek a gyakorlatban nem ismeretesek, ezért ezek ábráit nem közöljük.
6.6.7. C6(C8) típusú gázfogyasztó készülék
A C6(C8) típusú gázfogyasztó készüléket a felállítási helyiség légterében egy függőleges elrendezésű, gyűjtő rendszerű égéstermék-elvezetőhöz kell csatlakoztatni. A gyűjtő rendszerű égéstermék-elvezető, több gázfogyasztó készülék égéstermékét vezető szakaszában túlnyomás kialakulása nem megengedett. A szabadból az égési levegőt egy vízszintes elrendezésű levegő-bevezetővel kell a gázfogyasztó készülék felállítási helyiségben elhelyezett levegő beszívására szolgáló nyílásához vezetni. A gyűjtő rendszerű égéstermék elvezetőhöz egy gázfogyasztó készülék is csatlakozhat.
6.6.7.1. C61(C81) típusú gázfogyasztó készülék
A C61(C81) típusú gázfogyasztó készüléket a 48. ábra szerinti sémák egyikének megfelelő elrendezésben kell telepíteni.
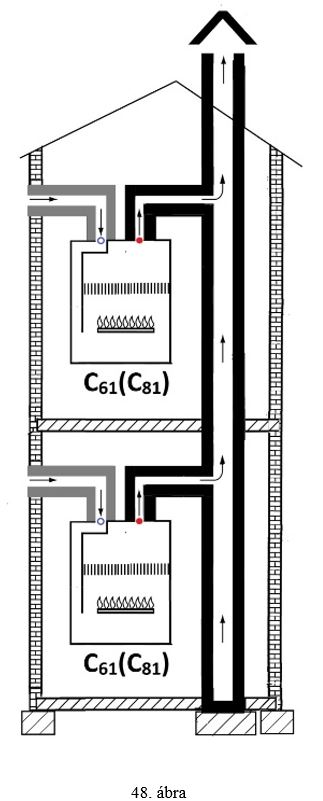
6.6.7.2. C62(C82) típusú gázfogyasztó készülék
A tűztér után elhelyezett ventilátort tartalmazó C62(C82) típusú gázfogyasztó készüléket a 49. ábra felső ábrarésze szerinti sémának megfelelő elrendezésben kell telepíteni.
6.6.7.3. C63(C83) típusú gázfogyasztó készülék
A tűztér előtt elhelyezett ventilátort tartalmazó C63(C83) típusú gázfogyasztó készüléket a 49. ábra alsó ábrarésze szerinti sémának megfelelő elrendezésben kell telepíteni.
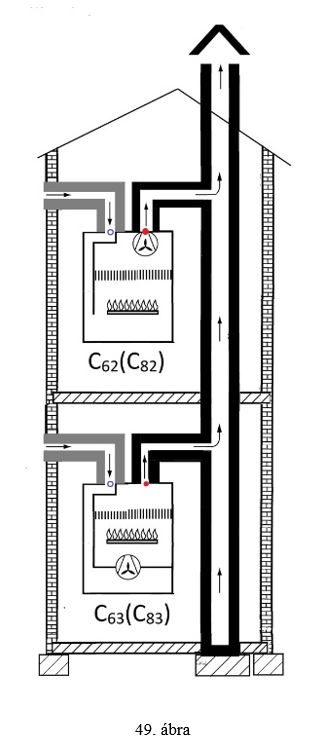
6.6.8. C6(C9) típusú gázfogyasztó készülék
A C6(C9) típusú gázfogyasztó készüléket egy egyedi égéstermék-elvezetőhöz kell csatlakozatni, amelynek függőleges szakaszát egy épületszerkezeti járatban kell elhelyezni. Az épületszerkezeti járat a levegő-bevezető részét képezze. Ha a levegő-bevezető és az égéstermék-elvezető szabadba vezető nyílásainak elhelyezése nem koncentrikus, akkor a nyílásokat úgy kell elhelyezni, hogy azonos légnyomású térbe kivezetettnek minősüljenek.
6.6.8.1. C61(C91) típusú gázfogyasztó készülék
A természetes tűztérhuzat elvén működő C61(C91) típusú gázfogyasztó készüléket az 50. ábra szerinti sémának megfelelő elrendezésben kell telepíteni.
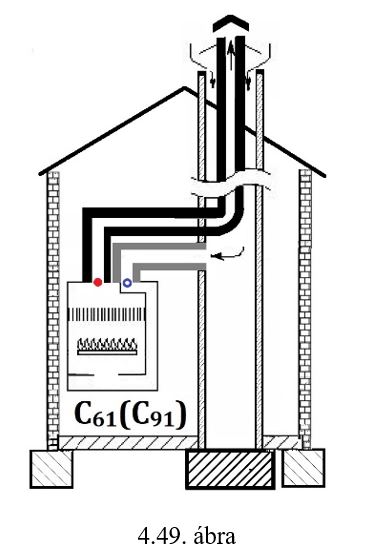
6.6.8.2. C62(C92) típusú gázfogyasztó készülék
A tűztér után elhelyezett ventilátorral ellátott C62(C92) típusú gázfogyasztó készüléket az 51. ábra szerinti sémának megfelelő elrendezésben kell telepíteni.
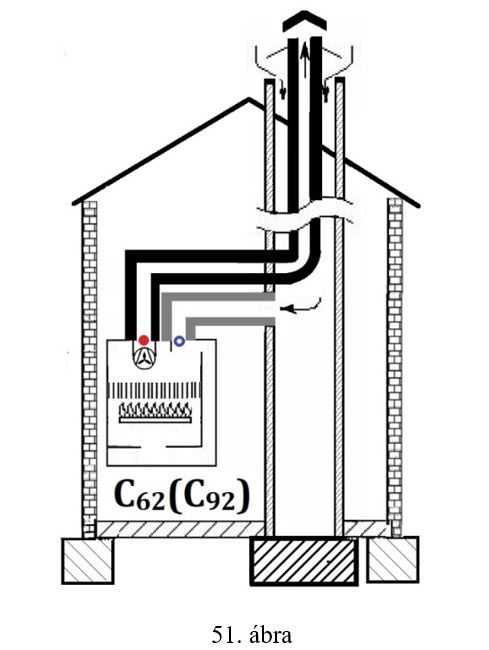
6.6.8.3. C63(C93) típusú gázfogyasztó készülék
A tűztér előtt elhelyezett ventilátorral ellátott C63(C93) típusú gázfogyasztó készüléket az 52. ábra szerinti sémának megfelelő elrendezésben kell telepíteni.
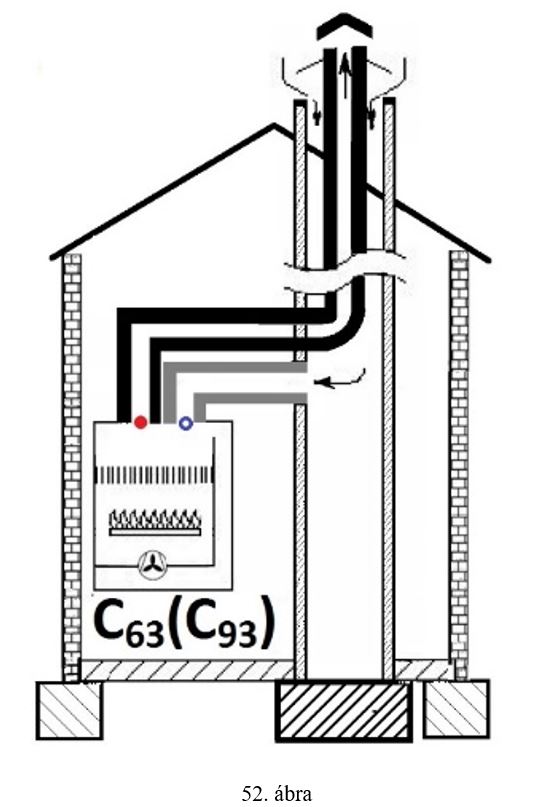
6.6.9. C6(C(10)) típusú gázfogyasztó készülék
A C6(C(10)) típusú gázfogyasztó készülékhez a felállítási helyiség légterében csatlakozó égéstermék-elvezető több gázfogyasztó készülék égéstermékét elvezető szakaszaiban, a gázfogyasztó készülék gyártója és az égéstermék-elvezető gyártója által megengedett mértékű túlnyomások közül a kisebb értékűnek megfelelő mértékű túlnyomás előfordulása megengedett. Az égéstermék-elvezető egy olyan rendszer részét képezze, amely egy elosztó rendszerű levegő-bevezetőt is tartalmaz, amely a felállítási helyiség légterében csatlakozik a gázfogyasztó készülékhez. A levegő-bevezető és az égéstermék-elvezető konstrukciós kialakításától függően függőleges vagy vízszintes elrendezésben helyezhető el. Ha a levegő-bevezető és az égéstermék-elvezető szabadba vezető nyílásainak elhelyezése nem koncentrikus, akkor ezeket a nyílásokat úgy kell elhelyezni, hogy azonos légnyomású térbe kivezetettnek minősüljenek.
6.6.9.1. C62(C(10)2) típusú gázfogyasztó készülék
A tűztér után elhelyezkedő ventilátorral ellátott C62(C(10)2) típusú gázfogyasztó készüléket az 53. a) vagy a 53. b) ábrák felső ábrarésze szerinti sémák egyikének megfelelő elrendezésben kell telepíteni.
6.6.9.2. C63(C(10)3) típusú gázfogyasztó készülék
A tűztér előtt elhelyezkedő ventilátorral ellátott C63(C(10)3) típusú gázfogyasztó készülék az 53. a) vagy az 53. b) ábrák alsó ábrarésze szerinti sémák egyikének megfelelő elrendezésben kell telepíteni.
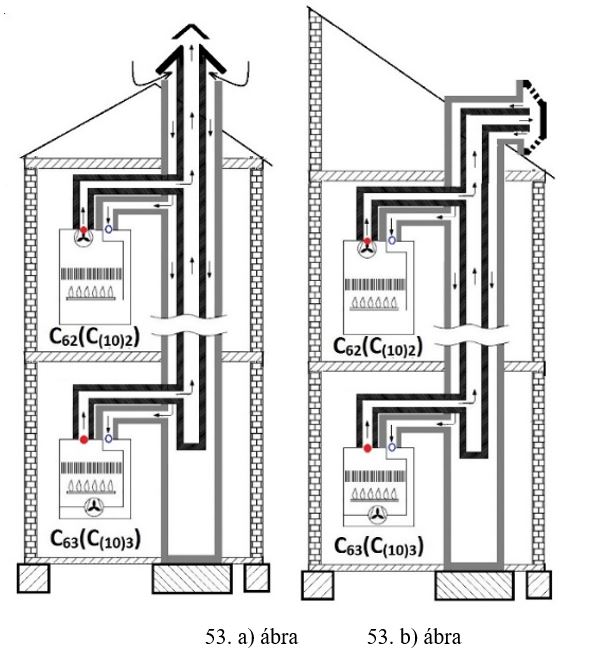
6.6.10. C6(C(11)) típusú gázfogyasztó készülék
A C6(C(11)) típusú gázfogyasztó készülékhez a felállítási helyiség légterében csatlakozó égéstermék-elvezető több gázfogyasztó készülék égéstermékét elvezető szakaszaiban, a gázfogyasztó készülék gyártója és az égéstermék-elvezető gyártója által megengedett mértékű túlnyomások közül a kisebb értékűnek megfelelő mértékű túlnyomás előfordulása megengedett. Az égéstermék-elvezető egy rendszer részét képezze, amely egy elosztó rendszerű levegő-bevezetőt is tartalmaz, amely a felállítási helyiség légterében csatlakozik a gázfogyasztó készülékhez. A levegő-bevezető és az égéstermék-elvezető konstrukciós kialakításától függően függőleges vagy vízszintes elrendezésben helyezhető el. Ha a levegő-bevezető és az égéstermék-elvezető szabadba vezető nyílásainak elhelyezése nem koncentrikus, akkor ezeket a nyílásokat úgy kell elhelyezni, hogy azonos légnyomású térbe kivezetettnek minősüljenek.
6.6.10.1. C62(C(11)2) típusú gázfogyasztó készülék
A tűztér után elhelyezkedő ventilátorral ellátott C62(C(11)2) típusú gázfogyasztó készüléket az 53. a) vagy a 53. b) ábrák felső ábrarésze szerinti sémák egyikének megfelelő elrendezésben kell telepíteni.
6.6.10.2. C63(C(11)3) típusú gázfogyasztó készülék
A tűztér előtt elhelyezkedő ventilátorral ellátott C63(C(11)3) típusú gázfogyasztó készülék az 54. a) vagy az 54. b) ábrák alsó ábrarésze szerinti sémák egyikének megfelelő elrendezésben kell telepíteni.
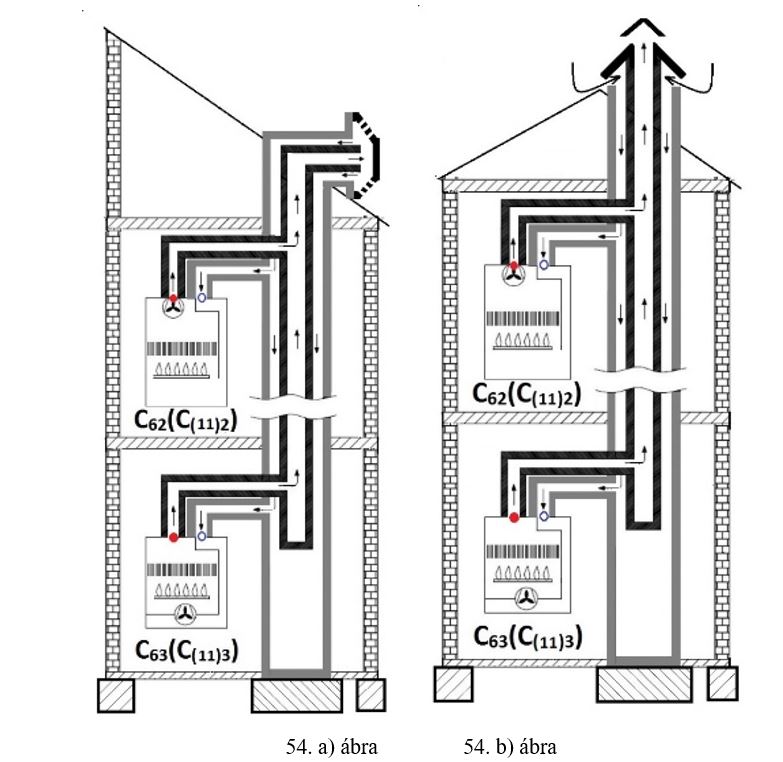
6.6.11. C6(C(12)) típusú gázfogyasztó készülék
A C6(C(12)) típusú gázfogyasztó készülékhez a felállítási helyiség légterében csatlakozó közös (gyűjtő-, vagy központi rendszerű) égéstermék-elvezető több gázfogyasztó készülék égéstermékét elvezető szakaszaiban, a gázfogyasztó készülék gyártója és az égéstermék-elvezető gyártója által megengedett mértékű túlnyomások közül a kisebb értékűnek megfelelő mértékű túlnyomás előfordulása megengedett.
Az egy gázfogyasztó készüléket kiszolgáló levegő-bevezető és az égéstermék-elvezető szakaszok egymástól elkülönült kivitelű legyen. Ha a levegő-bevezető és az égéstermék-elvezető szabadba vezető nyílásainak elhelyezése nem koncentrikus, akkor ezeket a nyílásokat úgy kell elhelyezni, hogy azonos légnyomású térbe kivezetettnek minősüljenek.
6.6.11.1. C62C(12)2) típusú gázfogyasztó készülék
A tűztér utáni ventilátorral ellátott C62C(12)2) típusú gázfogyasztó készüléket az 55. ábra alsó ábrarészének megfelelő séma szerint kell telepíteni.
6.6.11.2. C63C(12)3) típusú gázfogyasztó készülék
A tűztér előtti ventilátorral ellátott C63C(12)3) típusú gázfogyasztó készüléket az 55. ábra alsó ábrarészének megfelelő séma szerint kell telepíteni.
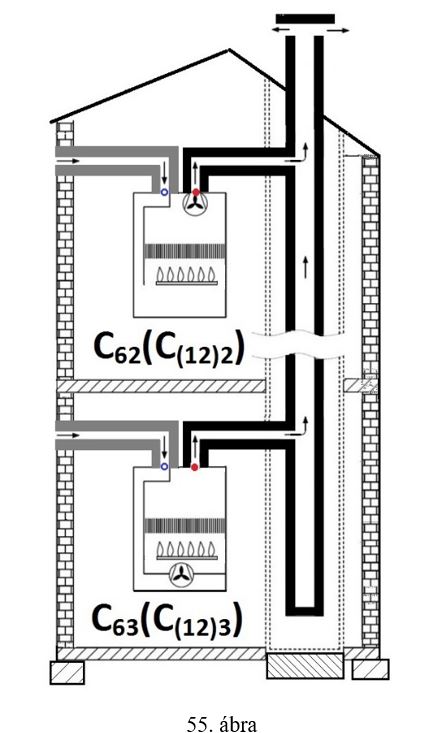
6.6.12. C6(C(13)) típusú gázfogyasztó készülék
A C6(C(13)) típusú gázfogyasztó készüléket a felállítási helyiség légterében egy közös (gyűjtő, vagy központi) rendszerű égéstermék-elvezetőhöz kell csatlakoztatni. Az égéstermék-elvezető több gázfogyasztó készülék égéstermékét elvezető szakaszaiban, a gázfogyasztó készülék gyártója és az égéstermék-elvezető gyártója által megengedett mértékű túlnyomások közül a kisebb értékűnek megfelelő mértékű túlnyomás előfordulása megengedett. Az egyes gázfogyasztó készüléket kiszolgáló levegő-bevezető és az égéstermék-elvezető szakaszok nem képezik a gázfogyasztó készülék részét. A levegő beszívására és égéstermékének kivezetésre szolgáló nyílásokat tartalmazó kivezetések az épület homlokzatán vagy a teteje felett, eltérő szél és nyomásviszonyok hatása alatt álló helyeken is elhelyezhetők.
6.6.12.1. C62(C(13)2) típusú gázfogyasztó készülék
A tűztér utáni ventilátorral ellátott C62(C(13)2) típusú gázfogyasztó készüléket az 56. a), az 56. b) vagy az 56. c) ábra felső ábrarészének megfelelő sémák egyike szerint kell telepíteni.
6.6.12.2. C63(C(13)3) típusú gázfogyasztó készülék
A tűztér előtti ventilátorral ellátott C63(C(13)3) típusú gázfogyasztó készüléket az 56. a), az 56. b) vagy az 56. c) ábra alsó ábrarészének megfelelő sémák egyike szerint kell telepíteni.
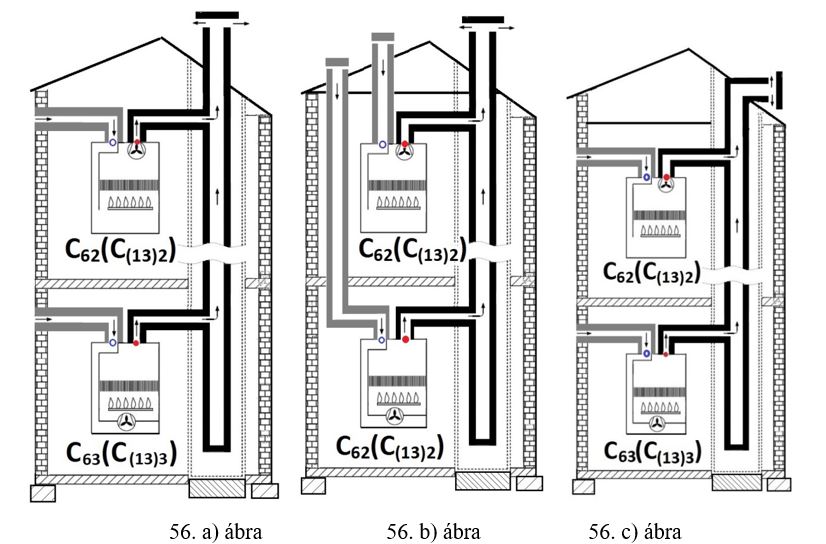
6.6.13. C6(C(14)) típusú gázfogyasztó készülék
A C6(C(14)) típusú gázfogyasztó készüléket a felállítási helyiség légterében egy gyűjtő rendszerű függőleges elrendezésű égéstermék-elvezetőhöz kell csatlakoztatni, amelynek több gázfogyasztó készüléket kiszolgáló elosztó szakasza egy függőleges épületszerkezeti járatban helyezkedjen el, amely egy korábban égéstermék-elvezetőként használt járat is lehet.
Az égéstermék-elvezető több gázfogyasztó készülék égéstermékét elvezető szakaszaiban, a gázfogyasztó készülék gyártója és az égéstermék-elvezető gyártója által megengedett mértékű túlnyomások közül a kisebb értékűnek megfelelő értékű túlnyomás előfordulása megengedett.
A gázfogyasztó készülék a felállítási helyiség légterében csatlakozzon az elosztó rendszerű, függőleges elrendezésű levegő-bevezetőnek a gázfogyasztó készüléket kiszolgáló ágához. Ha a levegő-bevezető és az égéstermék-elvezető szabadba vezető nyílásainak elhelyezése nem koncentrikus, akkor a nyílásokat úgy kell elhelyezni, hogy azonos légnyomású térbe kivezetettnek minősüljenek. A levegő-bevezetőnek, az igénybe vett épületszerkezeti járaton kívüli részei és az égéstermék-elvezető egy azonos CE jel hatálya alatt forgalomba hozott rendszer elemeit képezzék.
6.6.13.1. C62(C(14)2) típusú gázfogyasztó készülék
A C62(C(14)2) típusú gázfogyasztó készüléket az 57. ábra felső részének megfelelő elrendezésben kell telepíteni.
6.6.13.2. C63(C(14)3) típusú gázfogyasztó készülék
A C63(C(14)3) típusú gázfogyasztó készüléket az 57. ábra alsó részének megfelelő elrendezésben kell telepíteni.
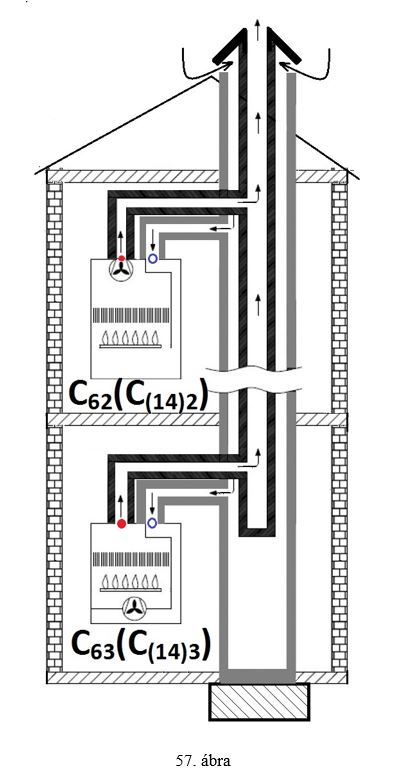
6.6.14. C6(C(15)) típusú gázfogyasztó készülék
A C6(C(15)) típusú gázfogyasztó készüléket egyedi égéstermék-elvezetőhöz kell csatlakoztatni. Az egyedi égéstermék-elvezetők függőleges szakasza egy függőleges elrendezésű, elosztó rendszerű, levegő-bevezető függőleges szakaszában, egy függőleges épületszerkezeti járatban helyezkedjen el, amely egy korábban égéstermék-elvezetőként használt járat is lehet.
A levegő-bevezető több gázfogyasztó készüléket kiszolgáló szakasza és a levegő-bevezető egy-egy gázfogyasztó készüléket kiszolgáló szakaszai eltérő rendszer részét is képezhetik. Ha a levegő-bevezető és az égéstermék-elvezető szabadba vezető nyílásainak elhelyezése nem koncentrikus, akkor a nyílásokat azonos épületsíkon, egymáshoz elégségesen közel kell elhelyezni, hogy azonos légnyomású térbe kivezetettnek minősüljenek. A levegő-bevezető épületszerkezeti járaton kívüli részei és az égéstermék-elvezető ugyanazon CE jel hatálya alatt forgalomba hozott rendszer részeiből álljon.
6.6.14.1. C62(C(15)1) típusú gázfogyasztó készülék
A természetes huzat elvén működő C62(C(15)1) típusú gázfogyasztó készüléket az 58. ábra szerinti sémának megfelelő elrendezésben kell telepíteni.
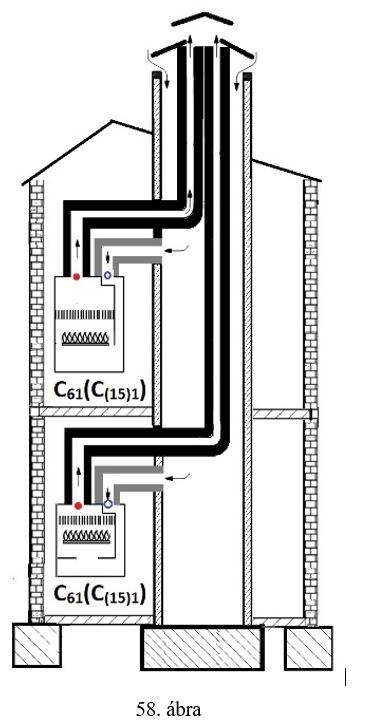
6.6.14.2. C62(C(15)2) típusú gázfogyasztó készülék
A tűztér utáni ventilátorral ellátott C62(C(15)2) típusú gázfogyasztó készüléket az 59. ábra felső ábrarésze szerinti sémának megfelelő elrendezésben kell telepíteni.
6.6.14.3. C63(C(15)3) típusú gázfogyasztó készülék
A tűztér előtti ventilátorral ellátott C63(C(15)3) típusú gázfogyasztó készüléket az 59. ábra alsó ábrarésze szerinti sémának megfelelő elrendezésben kell telepíteni.
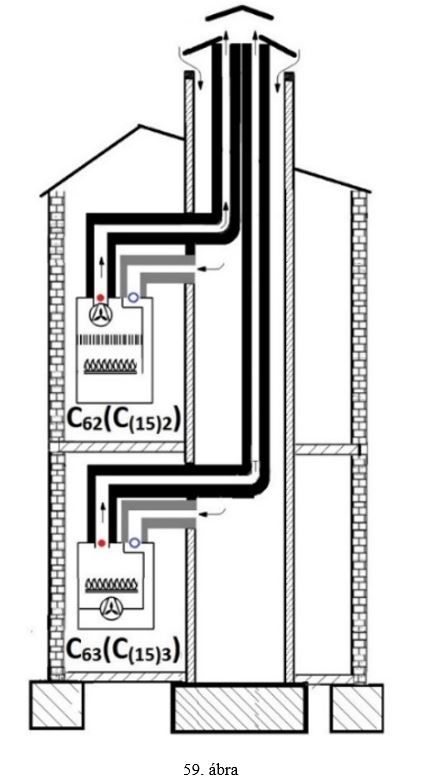
6.7. C7 típusú gázfogyasztó készülék
A természetes huzat elvén működő C7 típusú gázfogyasztó készülék az égési levegőt egy nem zárt padlástérből vegye. Ez a gázfogyasztó készülék típus már nem telepíthető. E típus telepítésének szabályai a korábban telepített gázfogyasztó készülékek azonosíthatósága céljából szerepelnek az ajánlásban. Ez a gázfogyasztó készülék konstrukciós kialakításából következően égéstermék-elvezetőhöz nem csatlakoztatható.
6.7.1. C71 típusú gázfogyasztó készülék
A természetes huzat elvén működő C71 típusú gázfogyasztó készüléket a 60. ábra szerinti elrendezésnek megfelelően kell telepíteni.
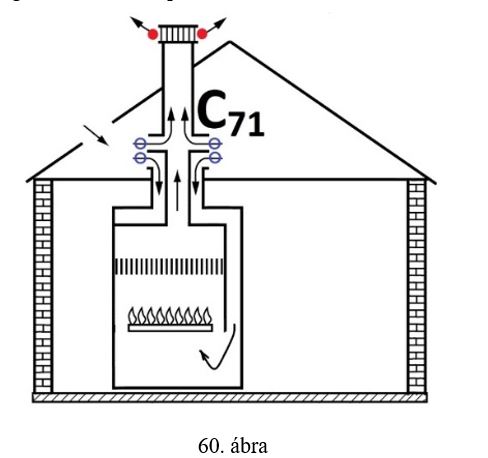
6.7.2. C72 típusú gázfogyasztó készülék
A tűztér után elhelyezkedő ventilátorral ellátott, C72 típusú gázfogyasztó készüléket a 61. ábra szerinti sémának megfelelő elrendezésben kell telepíteni.
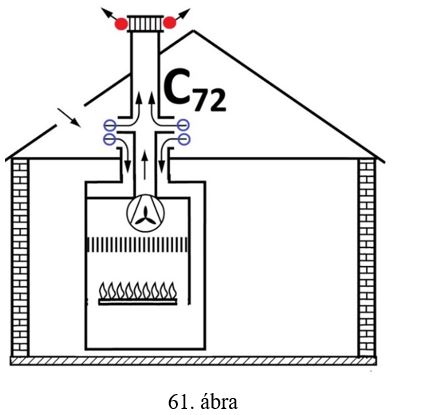
6.7.3. C73 típusú gázfogyasztó készülék
A tűztér előtt elhelyezkedő ventilátorral ellátott C73 típusú gázfogyasztó készüléket a 62. ábra szerinti sémának megfelelő elrendezésben kell telepíteni.
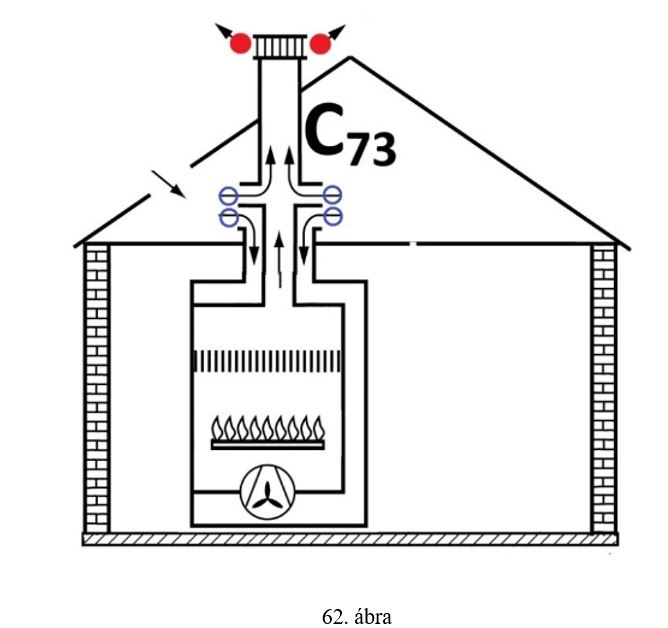
6.8. C8 típusú gázfogyasztó készülék
A C8 típusú gázfogyasztó készüléket a felállítási helyiség falánál, egy természetes huzat elvén működő egyedi, vagy közös (gyűjtő vagy központi) rendszerű, égéstermék-elvezetőhöz kell csatlakoztatni. A szabadból az égési levegőt a gázfogyasztó készülék levegőt vezető részeivel kell a gázfogyasztó készülék készülék-moduljához vezetni.
6.8.1. C81 típusú gázfogyasztó készülék
A természetes huzat elvén működő C81 típusú gázfogyasztó készüléket a 63. ábra szerinti sémának megfelelő elrendezésben kell telepíteni. Ez a gázfogyasztó készülék típus általában nem alkalmazott.
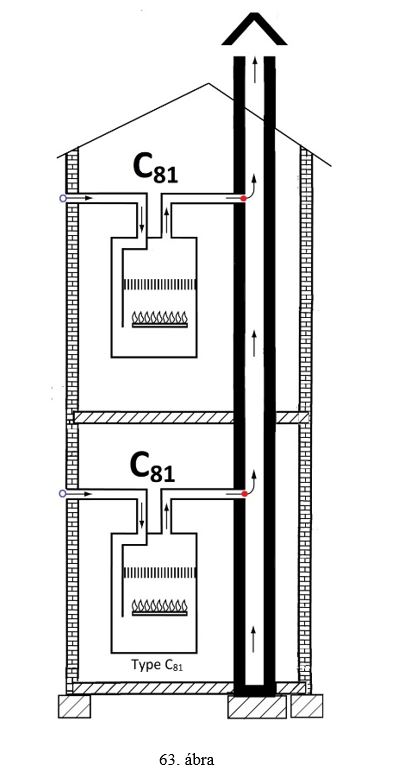
6.8.2. C82 típusú gázfogyasztó készülék
A tűztér utáni ventilátorral ellátott C82 típusú gázfogyasztó készülék a 64. ábra felső ábrarésze szerinti sémának megfelelő elrendezésben kell telepíteni. Az égéstermék kivezetés gyűjtő szakaszában túlnyomás kialakulása nem megengedett.
6.8.3. C83 típusú gázfogyasztó készülék
A tűztér előtti ventilátorral ellátott C83 típusú gázfogyasztó készüléket a 64. ábra alsó ábrarésze szerinti sémának megfelelő elrendezésben kell telepíteni. Az égéstermék kivezetés gyűjtő szakaszában túlnyomás kialakulása nem megengedett.
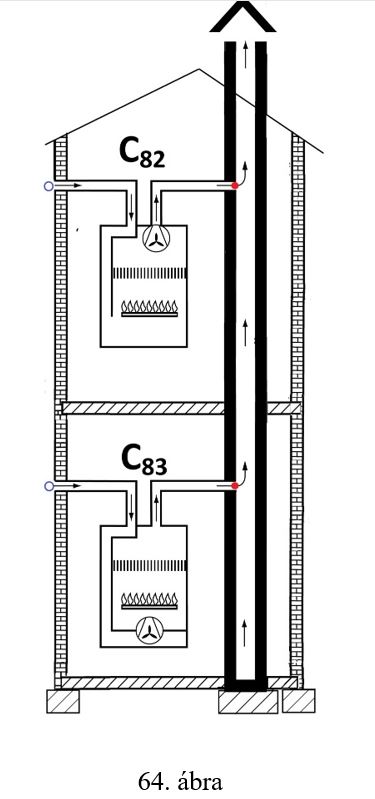
6.9. C9 típusú gázfogyasztó készülék
A C9 típusú gázfogyasztó készülék a levegő beszívására szolgáló részeivel a gázfogyasztó készülék felállítási helyiségének légtere határánál, egy függőleges épületszerkezeti járatban helyezkedjen el, amely egy korábban égéstermék-elvezetőként használt járat is lehet.
Az égésterméket a gázfogyasztó készülék készülék-moduljától a gázfogyasztó készülék égéstermékét vezető részeivel kell a felállítási helyiség légterén átvezetni. A gázfogyasztó készülék függőleges elrendezésű égésterméket vezető részeit a levegő-bevezetőként használt függőleges épületszerkezeti járatában kell elhelyezni.
A gázfogyasztó készülék szabadba vezető levegő beszívására és égéstermék kivezetésre szolgáló nyílásait tartalmazó részét, a levegő-bevezető (az épületszerkezeti járat) fölött elhelyezve, függőleges elrendezésben kell telepíteni. Abban az esetben, ha a gázfogyasztó készülék szabadba vezető levegő beszívására és égéstermékének kivezetésére szolgáló nyílásai változtatható távolságban telepíthetők, akkor a nyílásokat úgy kell elhelyezni, hogy azonos légnyomású térbe kivezetettnek minősüljenek. Ez a gázfogyasztó készülék égéstermék-elvezetőhöz nem csatlakoztatható.
6.9.1. C91 típusú gázfogyasztó készülék
A természetes huzat elvén működő C91 típusú gázfogyasztó készüléket a 65. ábra szerinti sémának megfelelő elrendezésben kell telepíteni.
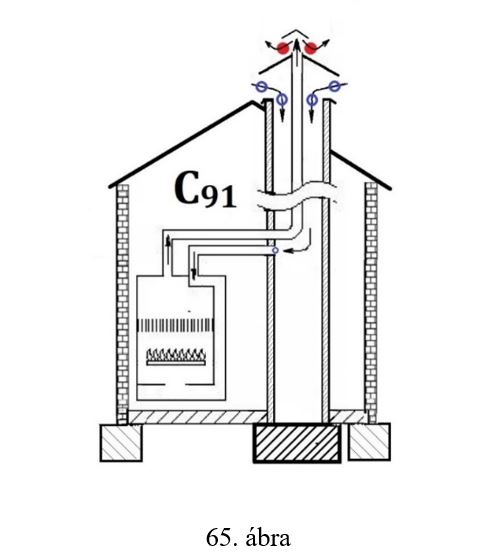
6.9.2. C92 típusú gázfogyasztó készülék
A tűztér utáni ventilátort tartalmazó C92 típusú gázfogyasztó készüléket a 66. ábra szerinti sémának megfelelő elrendezésben kell telepíteni.
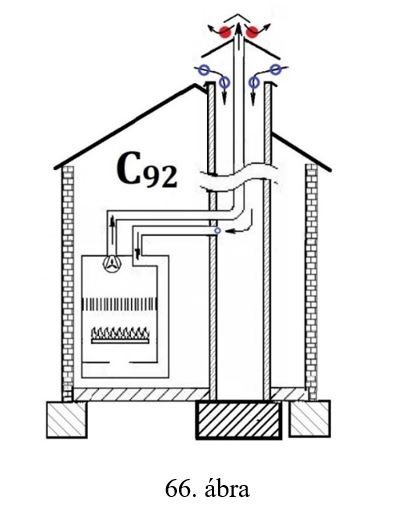
6.9.3. C93 típusú gázfogyasztó készülék
A tűztér előtti ventilátort tartalmazó C93 típusú gázfogyasztó készüléket a 67. ábra szerinti sémának megfelelő elrendezésben kell telepíteni.
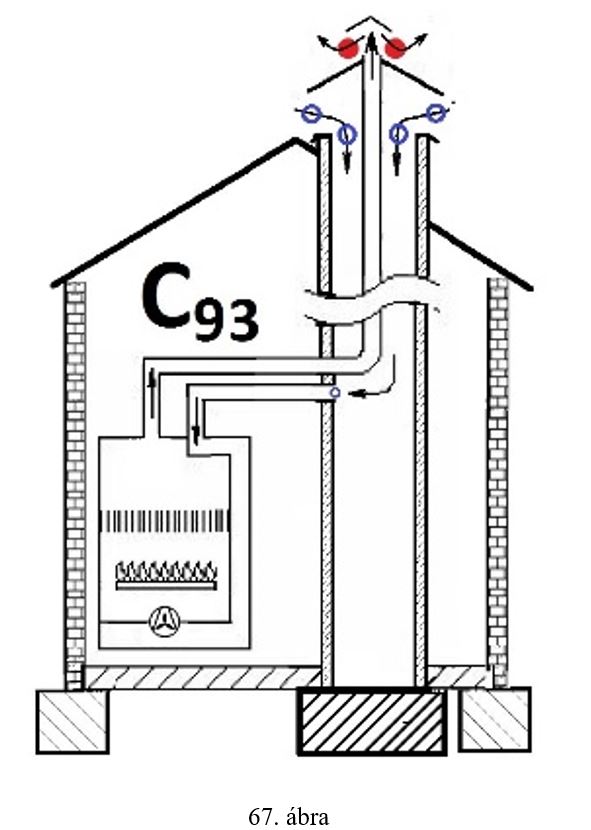
6.10. C(10) típusú gázfogyasztó készülék
A C(10) típusú gázfogyasztó készüléket egy közös (gyűjtő- vagy központi) rendszerű égéstermék-elvezetőhöz kell csatlakoztatni. Az égéstermék-elvezető több gázfogyasztó készülék égéstermékét vezető szakaszaiban túlnyomás előfordulása, a gázfogyasztó készülék gyártója által megengedett mértékű és az égéstermék-elvezető minősítése szerint megengedett mértékű túlnyomás közül a kisebb értéknek megfelelő túlnyomás megengedett.
Az égéstermék-elvezető egy olyan gázfogyasztó készüléktől függetlenül forgalomba hozott rendszer részét képezze, amely egy elosztó rendszerű levegő-bevezetőt is tartalmaz. Ha a rendszer levegő-bevezetője és égéstermék-elvezetője nem koncentrikus, akkor a nyílások elhelyezése olyan legyen, hogy azonos légnyomású térbe kivezetettnek minősüljenek.
6.10.1. C(10)2 típusú gázfogyasztó készülék
A tűztér utáni ventilátorral ellátott C(10)2 típusú gázfogyasztó készüléket a 68. a) vagy a 68. b) ábra felső ábrarésze szerinti sémák egyikének megfelelő elrendezésben kell telepíteni.
5.10.2. C(10)3 típusú gázfogyasztó készülék
A tűztér előtti ventilátorral ellátott C(10)3 típusú gázfogyasztó készüléket a 68. a) vagy a 68. b) ábra alsó ábrarésze szerinti sémák egyikének megfelelő elrendezésben kell telepíteni.
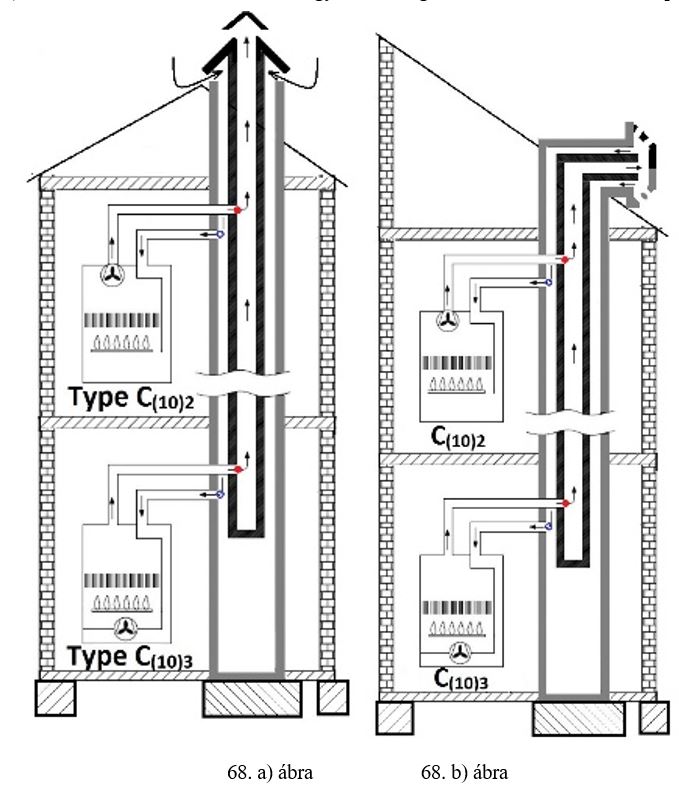
6.11. C(11) típusú gázfogyasztó készülék
A tűztér utáni ventilátorral ellátott C(11) típusú gázfogyasztó készülék több készülék-moduljának égéstermékét vezető elemeiben túlnyomás előfordulhat. A gázfogyasztó készülék szabadba vezető nyílásait tartalmazó részeit a gázfogyasztó készülék kivitelétől függően vízszintes vagy függőleges elrendezésben, a szabadban kell elhelyezni.
Ha a gázfogyasztó készülék szabadba nyíló levegő beszívó és égéstermék kivezető nyílásai egymáshoz képest változtatható távolságba telepíthetők, akkor úgy legyenek elhelyezve, hogy azonos légnyomású térbe kivezetettnek minősüljenek.
A gázfogyasztó készülék készülék-moduljait, égési levegőt és égésterméket vezető részeit a gázfogyasztó készülékhez a gyártója által mellékelt előírásnak megfelelően kell telepíteni.
6.11.1. C(11)2 típusú gázfogyasztó készülék
A tűztér utáni ventilátorral ellátott C(11)2 típusú gázfogyasztó készüléket a 69. a) vagy a 69.b) ábra felső ábrarésze szerinti sémák egyikének megfelelő elrendezésben kell telepíteni.
6.11.2. C(11)3 típusú gázfogyasztó készülék
A tűztér előtti ventilátorral ellátott C(11)3 típusú gázfogyasztó készüléket a 69. a) vagy a 69. b) ábra alsó ábrarésze szerinti sémák egyikének megfelelő elrendezésben kell telepíteni.
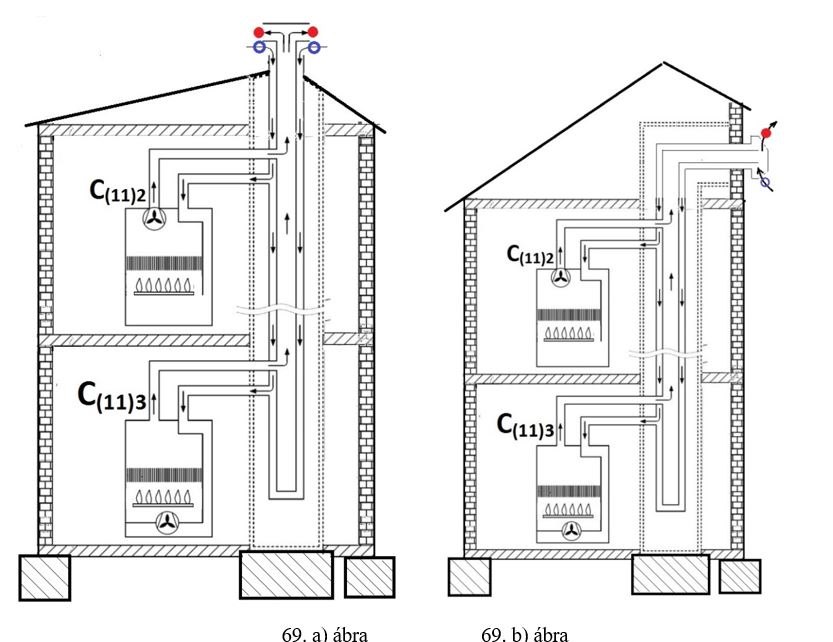
6.12. C(12) típusú gázfogyasztó készülék
A C(12) típusú gázfogyasztó készüléket a felállítási helyiségen átvezető égésterméket vezető szerelvényével egy olyan gyűjtő rendszerű égéstermék-elvezetőhöz kell csatlakoztatni, amelynek több gázfogyasztó készülék égéstermékének vezetésére készült szakaszában túlnyomás kialakulása megengedett. A gázfogyasztó készülékhez az égési levegőt egy vízszintes elrendezésű levegő-vezetővel kell vezetni.
6.12.1. C(12)2 típusú gázfogyasztó készülék
A tűztér előtti ventilátorral ellátott C(12)2 típusú gázfogyasztó készüléket a 70. a) vagy a 70. b) ábra felső ábrarészének megfelelő sémák egyike szerint kell telepíteni.
6.12.2. C(12)3 típusú gázfogyasztó készülék
A tűztér utáni ventilátorral ellátott C(12)3 típusú gázfogyasztó készüléket a 70. a) vagy a 70. b) ábra alsó ábrarészének megfelelő sémák egyike szerint kell telepíteni.
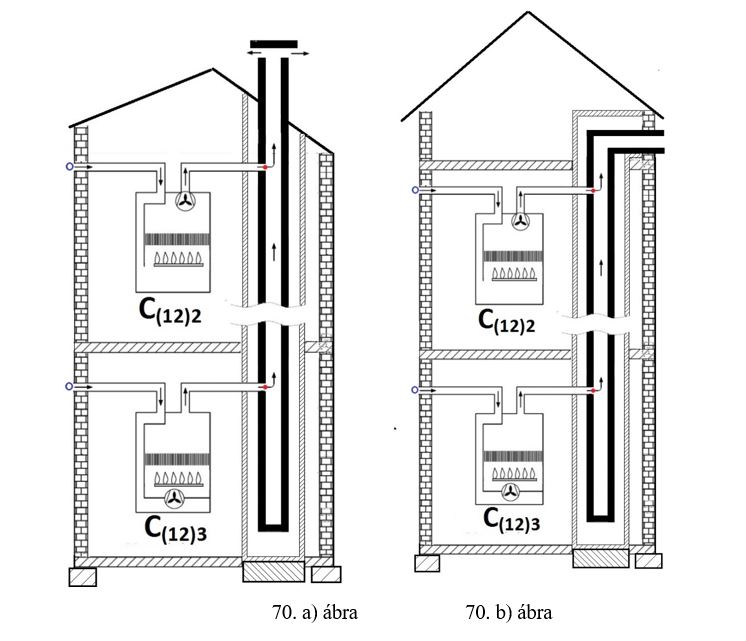
6.13. C(13) típusú gázfogyasztó készülék
A C(13) típusú gázfogyasztó készülék felállítási helyiség légterén átvezető égésterméket vezető része, a felállítási helyiség légterének határánál a gázfogyasztó készülék gyűjtőrendszerű égésterméket vezetőt részéhez csatlakozik, amely az égésterméket a szabadba vezeti. A gázfogyasztó készülék gyűjtőrendszerű égésterméket vezető része, a gázfogyasztó készülék több készülék-moduljának égéstermét vezeti a szabadba. amelyben túlnyomás is kialakulhat, és amely függőleges és vízszintes elrendezésű egyaránt lehet. Ehhez a gázfogyasztó készülékhez égéstermék-elvezető nem csatlakoztatható. A gázfogyasztó készülék levegővezető részét, annak kivitelétől függően vízszintes vagy függőleges elrendezésben kell telepíteni. A gázfogyasztó készülék szabadba nyíló levegő beszívó és égéstermék kivezető nyílásai, az épület burkolatán bárhol, eltérő légnyomású, eltérő szél és huzatviszonyok hatása alatt álló terekben is elhelyezhetők a gyártó által megadott telepítési korlátozások figyelembevételével. A tervezőnek számítással kell alátámasztania, hogy a készülék üzemeltetése során a nyílások között fellépő nyomáskülönbség a gyártó által megadott legnagyobb negatív és pozitív értékek közé esik.
6.13.1. C(13)2 típusú gázfogyasztó készülék
A tűztér utáni ventilátorral ellátott C(13)2 típusú gázfogyasztó készüléket a 71. a), a 71. b) vagy a 71. c) ábra felső ábrarészének megfelelő sémák egyike szerint kell telepíteni.
6.13.2. C(13)3 típusú gázfogyasztó készülék
A tűztér előtti ventilátorral ellátott C(13)3 típusú gázfogyasztó készüléket a 71. a), a 71. b) vagy a 7110. c) ábra alsó ábrarészeinek megfelelő sémák egyike szerint kell telepíteni.
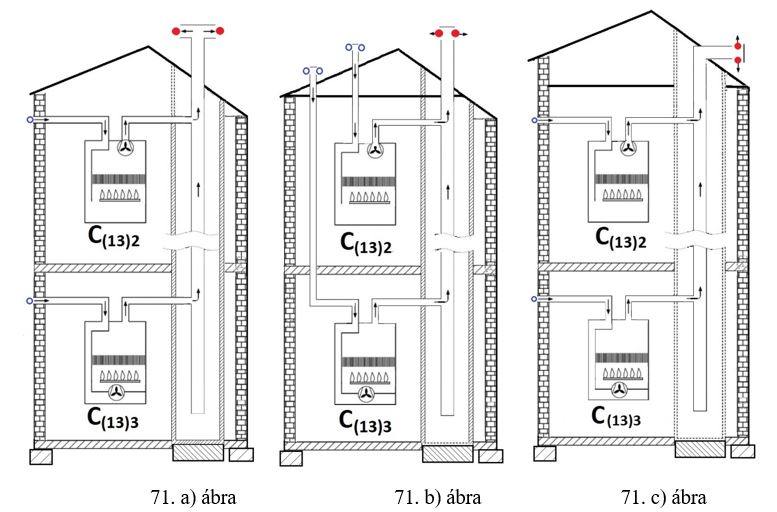
6.14. C(14) típusú gázfogyasztó készülék
A C(14) típusú gázfogyasztó készülék a felállítási helyiségen átvezető, egy készülék-modul égéstermékét vezető égésterméket vezető részével, a gázfogyasztó készülék gyűjtő rendszerű, égésterméket vezető, függőleges elhelyezésű részéhez csatlakozik.
A gázfogyasztó készülék gyűjtő rendszerű égésterméket vezető részét egy épületszerkezeti járatban kell elhelyezni, amely levegő-bevezetőként is szolgál. A gázfogyasztó készülék gyűjtő rendszerű égésterméket vezető részének, a gázfogyasztó készülék több készülék-modulja égéstermékét vezető szakaszában túlnyomás előfordulhat. A levegő-bevezető felett, vagy az épület homlokzatán, a szabadban kell elhelyezni a gázfogyasztó készülék levegő beszívására és égéstermékének kivezetésre szolgáló nyílásait tartalmazó részeit.
Ha a nyílások elhelyezése nem koncentrikus, és a telepítés során egymástól változatható távolságban helyezhetők el a gázfogyasztó készülék kialakításából következően, akkor a nyílások egymáshoz elégségesen közel, azonos épületsíkon legyenek elhelyezve ahhoz, hogy azonos légnyomású térbe kivezetettnek minősüljenek. A gázfogyasztó készülék levegő beszívására és égéstermék kilépésre szolgáló részét ezek kivitelétől függően vízszintes, vagy függőleges elrendezésben kell telepíteni.
6.14.1. C(14)2 típusú gázfogyasztó készülék
A tűztér utáni ventilátort tartalmazó C(14)2 típusú gázfogyasztó készüléket a 72. ábra felső ábrarésze szerinti sémának megfelelő elrendezésben kell telepíteni
6.14.2. C(14)3 típusú gázfogyasztó készülék
A tűztér előtti ventilátort tartalmazó C(14)3 típusú gázfogyasztó készüléket a 72. ábra alsó ábrarésze szerinti sémának megfelelő elrendezésben kell telepíteni
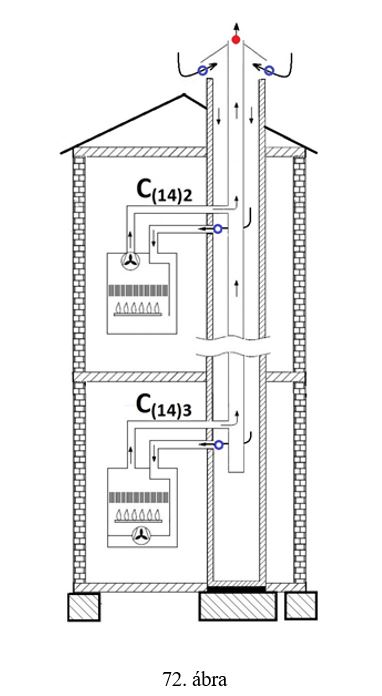
6.15. C(15) típusú gázfogyasztó készülék
A C(15) típusú gázfogyasztó készülék egyedi égésterméket vezető ágakat tartalmaz. A gázfogyasztó készülék egyedi égésterméket vezető függőleges elhelyezésű részeit egy elosztó rendszerű, függőleges épületszerkezeti járatban kell elhelyezni, amely levegő-bevezetőként funkcionál. A gázfogyasztó készülék levegő beszívására szolgáló nyílásait és az égéstermék kilépésre szolgáló nyílásait tartalmazó részeit a szabadban, a levegő-bevezető felett kell elhelyezni. Ha a szabadba vezető nyílások elhelyezése nem koncentrikus, és a telepítés során változtatható távolságban helyezhetők el, akkor a nyílásokat egymáshoz elégségesen közel, azonos épületsíkon kell elhelyezni ahhoz, hogy azonos légnyomású térbe kivezetettnek minősüljenek. Ez a gázfogyasztó készülék égéstermék-elvezetőhöz nem csatlakoztatható.
6.15.1. C(15)1 típusú gázfogyasztó készülék
A természetes huzat elvén működő C(15)1 típusú gázfogyasztó készüléket a 73. ábra szerinti sémának megfelelő elrendezésben kell telepíteni.
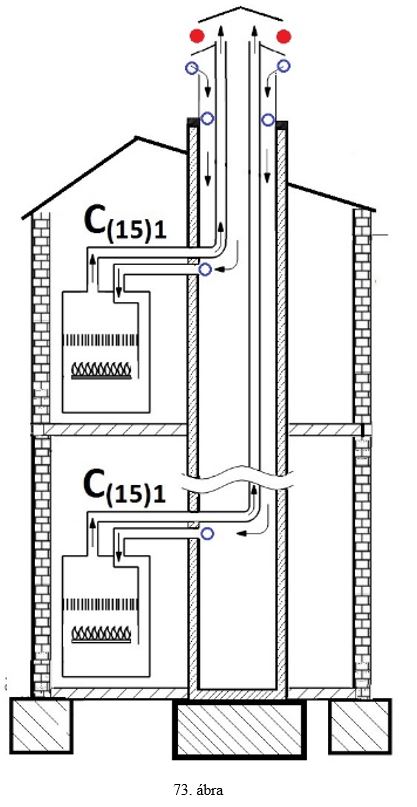
6.15.2. C(15)2 típusú gázfogyasztó készülék
A tűztér utáni ventilátorral ellátott C(15)2 típusú gázfogyasztó készülék a 74. ábra felső ábrarésze szerinti sémának megfelelő elrendezésben kell telepíteni.
6.15.3. C(15)3 típusú gázfogyasztó készülék
A tűztér előtti ventilátorral ellátott C(15)3 típusú gázfogyasztó készüléket a 74. ábra alsó ábrarésze szerinti sémának megfelelő elrendezésben kell telepíteni.
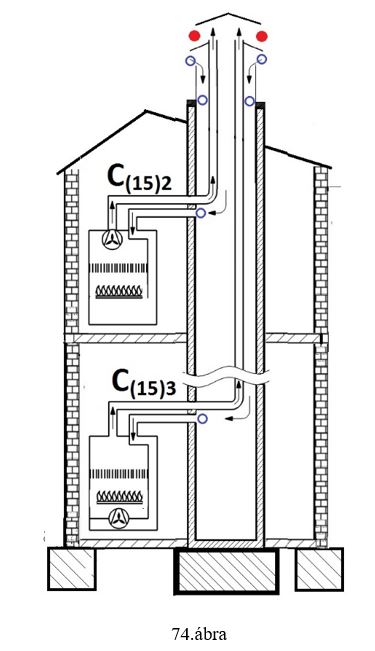
27. A vészszellőzőre, valamint az üzemi szellőztető levegő be- és kivezetésére vonatkozó követelmények
27.1. Az égési- és az üzemi szellőztető levegő be- és kivezetésének szerkezetileg és működés szempontjából függetlennek kell lennie a helyiség szellőző rendszerétől.
27.2. Az égési- és az üzemi szellőztető levegő be- és kivezetésére a szabadból nyíló, illetve a szabadba vezető nem éghető anyagú csatornát vagy nyílást kell kialakítani, melynek szabadba nyíló végén zsalu, huzalháló vagy rács lehet.
27.3. Ha a szellőztető levegő útvonalában szabályozó- vagy záró szerkezet van, biztosítani kell, hogy a szerkezet zárt állapotában a gázfogyasztó készülék ne legyen üzemeltethető.
27.4. A fogyasztói vezetékben elhelyezett automatikus záró szerelvénynek zárt állapotban kell lennie, ha a szellőzőberendezés nem üzemel, vagy zárnia kell, ha a berendezés üzem közben meghibásodik.
Vissza a tartalomjegyzékhez28. Az elkészült csatlakozóvezeték, felhasználói berendezés és telephelyi vezeték kivitelezést követő vizsgálatának követelményei
28.1. A csatlakozóvezeték, a fogyasztói vezeték és a telephelyi vezeték minőségének és szerelésének megfelelőségét készre szerelt állapotban szilárdsági nyomáspróbával és tömörségi próbával ellenőrizni kell.
A kivitelezett telephelyi vezetéken, vagy csatlakozóvezetéken, vagy fogyasztói vezetéken elvégzett szilárdsági nyomáspróbát és tömörségi próbát az MSZ EN 1775 [Gázellátás. Fogyasztói gázvezetékek, Legnagyobb üzemi nyomás ≤ 5 bar. Műszaki előírások], vagy az MSZ EN 12007-1 [Gázinfrastruktúra. Legfeljebb 16 bar üzemi nyomású csővezetékek. 1. rész: Általános üzemeltetési követelmények] szabvány – vagy azzal egyenértékű más műszaki megoldás szerint kell elvégezni. Ha a kivitelezett csatlakozóvezeték, fogyasztói vezeték, telephelyi vezeték üzemi nyomása nagyobb, mint 16 bar, akkor a szilárdsági nyomáspróbát és tömörségi próbát a Szabályzat 28.13 pontja szerint kell elvégezni.
28.2. A csatlakozóvezeték, a fogyasztói vezeték és a telephelyi vezeték tömörsége, a nyomáspróba kiviteli terv szerinti elvégzése, dokumentálása és értékelése a kivitelező feladata és felelőssége.
28.3. A nyomáspróba gyakorlati végrehajtását
a) a területi földgázelosztó, vezetékes PB-gáz szolgáltató, telephelyi szolgáltató, telephelyi engedélyes, a PB-gáz forgalmazó képviselője vagy megbízottja, vagy
b) készülékcsere esetén a kiviteli tervet készítő tervező
jogosult ellenőrizni.
28.4. A nyomáspróba megkezdése előtt biztosítani kell az alábbi feltételek teljesülését:
a) a csatlakozóvezetéknek, a fogyasztói vezetéknek és a telephelyi vezetéknek készre szerelt állapotban kell lennie;
b) az összes kötésnek hozzáférhetőnek és festéstől, takarástól mentesnek kell lennie;
c) valamennyi beépített tartozék és kötés feleljen meg
ca) a műszaki-biztonsági szempontok alapján kivitelezésre alkalmasnak minősített kiviteli tervben előírt feltételeknek,
cb) készülékcsere esetén a tervező által elkészített kiviteli tervben előírt feltételeknek, vagy
cc) egyszerűsített készülékcsere esetén a 28.17. pontban meghatározott előírásoknak;
d) álljon rendelkezésre a nyomáspróba időpontjában a megvalósulási dokumentáció;
e) a kiviteli tervtől történt eltérés esetén – a készülékcsere esetkörét kivéve – álljon rendelkezésre a területi földgázelosztó, vezetékes PB-gáz szolgáltató, telephelyi szolgáltató, telephelyi engedélyes, vagy a PB-gáz forgalmazó hozzájárulása; és
f) készülékcserénél a kiviteli tervtől történt eltérés esetén álljon rendelkezésre a kiviteli tervet készítő tervező igazolása a kivitelezett állapothoz való hozzájárulásáról.
28.41. Az üzemeltetés követelményei gázfelhasználói technológiai rendszerekre
a) A 70 kW együttes hőterhelést meghaladó gázfelhasználó technológiai rendszerek esetében az első és átalakítás utáni ismételt használatbavételének jóváhagyásához a próbaüzem időtartama legfeljebb hét hónap lehet.
b) A próbaüzem csak sikeres, és jegyzőkönyvezett hidegüzemi vizsgálatot követően kezdhető meg.
c) A próbaüzem időtartalma alatt fokozott figyelemmel és állandó kezelői személyzet mellet használható a gázfelhasználói technológiai rendszer.
d) A gázfelhasználó technológiai rendszer kezelését az egyes ipari és kereskedelmi tevékenységek gyakorlásához szükséges képesítésekről szóló 21/2010. (V. 14.) NFGM rendelet mellékletének 2. táblázat 1. pontjában előírt szakképesítéssel rendelkező kezelő végezheti.
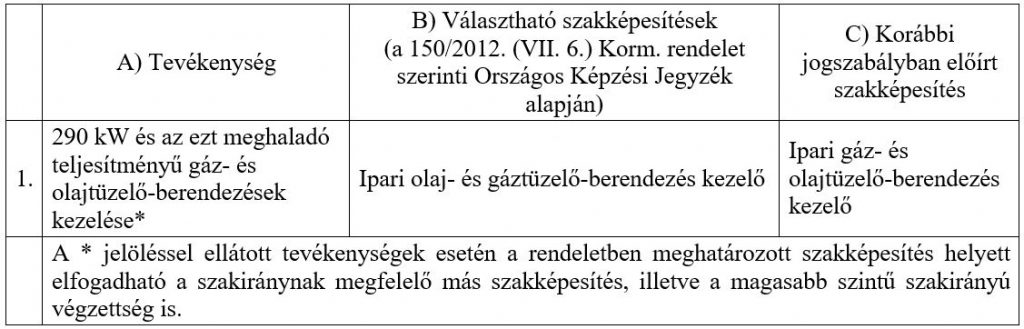
e) A gázfelhasználó technológiai rendszer biztonságos üzemeltetését lehetővé tévő kezelők létszámát a helyi adottságok figyelembevételével a felhasználónak kell meghatároznia és biztosítania.
f) A gázfelhasználó technológiai rendszert üzemeltető felhasználónak a gyártó előírásait figyelembe véve üzemeltetési utasítást kell készítenie, mely tartalmazza a gázfelhasználó technológiai rendszer indítására, normál üzemmódjára, leállítására, vészleállítására vonatkozó eljárásokat és az esetleg bekövetkező rendkívüli események esetében szükséges teendőket, illetve köteles minden szükséges intézkedést megtenni a rendellenesség elhárítása érdekében.
g) A gázfelhasználó technológiai rendszert üzemeltető felhasználónak a használatbavétellel kapcsolatban keletkezett dokumentációt, beleértve az időszakos műszaki biztonsági felülvizsgálatok jegyzőkönyveit is, a gázfelhasználó technológiai rendszer élettartama alatt megőrzi és a Hatóság kérésére bemutatja.
h) A műszaki-biztonsági felülvizsgálatról a 3. mellékletben meghatározott tartalommal a műszaki-biztonsági felülvizsgálatot végző személynek jegyzőkönyvet kell készíteni, és annak egy példányát a felhasználónak igazolható módon át kell adni. A jegyzőkönyvet a felhasználó köteles a következő felülvizsgálatot követő 30 napig megőrizni.
28.42. Az új gázfelhasználó technológiai rendszer megfelelőségét a hőhasznosító és a tüzelőberendezés esetén külön-külön vagy együttesen a gyártó által kiállított teljesítménynyilatkozattal kell igazolni. Használt, átalakított, felújított gázfelhasználó technológiai rendszer esetében a megfelelőségről a tervező, szakértő, műszaki biztonsági felülvizsgáló, vagy az átalakító nyilatkozik jegyzőkönyvvel az érintett gázfelhasználó technológiai rendszerre vonatkozó nemzeti szabvány alapján.
28.5. A szilárdsági nyomáspróba és a tömörségi próba értékét, időtartamát és a szükséges műszerezettséget a tervező által a műszaki leírásban meghatározott módon a kivitelezőnek kell biztosítania.
28.6. A szilárdsági nyomáspróba előzze meg a tömörségi próbát.
28.7. A nyomáspróba során kerülni kell minden hirtelen nyomásnövekedést a vizsgált létesítményben. Meglévő csatlakozóvezeték, fogyasztói vezeték és telephelyi vezeték bővítéseként épült csővezetékeket szilárdsági nyomáspróbának és tömörségi próbának kell alávetni.
28.8. A meglévő és annak bővítéseként megépült vezetékek összekötő hegesztési varratát, vagy más összekötő elemét, szerelvényét haszongázzal üzemi nyomáson elvégzett tömörségi próbának kell alávetni.
28.9. A nyomáspróbáról felvett jegyzőkönyvnek tartalmaznia kell:
a) a nyomáspróba helyét és időpontját,
b) a létesítmény megnevezését és főbb adatait, a megvalósulási dokumentáció azonosítóját,
c) a nyomáspróbán részt vevő személyek nevét,
d) a műszerezettségre vonatkozó adatokat,
e) a nyomáspróba kezdetén és végén mért adatokat, amelyek a nyomáspróba minősítéséhez szükségesek és indokoltak,
f) a nyomáspróba minősítését.
28.10. A szilárdsági nyomáspróba nyomásértéke nem haladhatja meg a tervezési nyomást. A csatlakozóvezeték, a felhasználói berendezés és a telephelyi vezeték egyes tartozékait, amelyek nem viselik el a tervező által előírt vizsgáló nyomást, a vizsgálat időtartamára ki kell szerelni, vagy ki kell szakaszolni.
28.11. A szilárdsági nyomáspróba nyomásértékét a legnagyobb üzemi nyomástól függően a 28.1. táblázatban foglaltak alapján kell meghatározni.
28.1. táblázat
| A | B | ||
| 1. | Legnagyobb üzemi nyomás (MOP) [bar] | Szilárdsági próbanyomás (STP) [bar] | |
| 2. | 4,0 < MOP ≤ 16 | legalább 1,3 × MOP | |
| 3. | 2 < MOP ≤ 4 | legalább 1,4 × MOP | |
| 4. | 0,1 < MOP ≤ 2 | legalább 1,75 × MOP, de legalább 1 | |
| 5. | MOP ≤ 0,1 | 1 bar |
28.12. A nyomáspróba időtartamának az állandósult állapot elérését követően legalább 15 percnek kell lennie.
28.13. Ha a csatlakozóvezeték, fogyasztói vezeték, telephelyi vezeték üzemi nyomása nagyobb, mint 16 bar, a szilárdsági próbanyomás értékét a csatlakozóvezeték, a fogyasztói vezeték, a telephelyi vezeték, üzemi nyomásától függően 25 bar tervezési nyomásig a gázelosztó vezetékek biztonsági követelményeiről és a Gázelosztó Vezetékek Biztonsági Szabályzatáról szóló rendelet, a fölött a szénhidrogén szállítóvezetékek biztonsági követelményeiről és a Szénhidrogén Szállítóvezetékek Biztonsági Szabályzata közzétételéről szóló rendelet előírásai szerint a tervezőnek kell meghatároznia.
28.14. A legfeljebb 0,1 bar üzemi nyomás esetében a tömörségi próba értéke 150 mbar. A 0,1 bar-t meghaladó üzemi nyomás esetében a tömörségi próba értékének legalább akkorának kell lennie, mint a legnagyobb üzemi nyomás, de nem haladhatja meg a maximális üzemi nyomás 150%-át.
28.15. Nagy-középnyomású PB-gáz vezeték tömörségi próbája egyensúlyi gőznyomáson is elvégezhető, ha annak értéke legalább 3 bar. A tömörségi próba időtartama az állandósult állapot elérését követően legalább 10 perc.
28.16. A tömörségi próba akkor tekinthető eredményesnek, ha a vizsgált létesítményen szivárgás, maradandó alakváltozás, és a külső légnyomás- és hőmérsékletváltozás által indokoltan bekövetkezett nyomásváltozáson túli nyomásváltozás nem következett be.
28.17. Egyszerűsített készülékcsere során a szereléssel érintett oldható kötések tömörségét üzemi nyomáson
a) haszongázzal,
b) szivárgásjelző folyadékkal,
c) nyomásmérő műszerrel, vagy
d) a haszongázra hitelesített vagy használati etalonnal ellenőrzött érzékelő- vagy mérőműszerrel végzendő alkalmasság-vizsgálattal kell ellenőrizni.
Az alkalmassági-vizsgálat nem szilárdsági nyomáspróba vagy tömörségi próba. A vizsgálatot üzemi nyomáson, haszongázzal, szivárgásjelző folyadékkal, vagy nyomásmérő műszerrel, vagy a haszongázra hitelesített, vagy használati etalonnal ellenőrzött érzékelő vagy mérő műszerrel kell elvégezni.
A SZME-G 220.04.17. kiegészítése
28.18. A gázfogyasztó készülékek égéstermék elvezetésének, levegő bevezetésének vizsgálata során a gázfogyasztó készülék típusát a felhasználási hely kialakítására vagy átalakítására vonatkozó kiviteli terven azonosított típus, egyszerűsített készülékcsere esetén a szerelési nyilatkozaton azonosított típus szerint kell azonosítani. A gázfogyasztó készülék üzembe helyezésekor a gázfogyasztó készülék kiviteli tervének és a szerelési nyilatkozatnak megfelelő típusát a típus feltüntetésével az üzembe helyező írásban igazolja.
28.19. Égéstermék-elvezető üzemét nem érintő gázfogyasztó készülék esetén a szerelési nyilatkozat részeként a gázfogyasztó készülék felszerelőjének írásban kell nyilatkoznia, hogy a gázfogyasztó készülék gyártója által előírt szerelési technológiát betartotta.
28.20. Égéstermék-elvezető üzemét érintő gázfogyasztó készülék esetén a szerelési nyilatkozat részeként a gázfogyasztó készülék felszerelőjének írásban kell nyilatkoznia, hogy a gázfogyasztó készülék gyártója által előírt szerelési technológiát betartotta.
28.21. Az égésterméket vezető terek tömörségvizsgálatának dokumentált elvégeztetése a kivitelezést végző gázszerelő feladata.
28.22. A „B” típusú gázfogyasztó készülék kivitelezése esetén a helyiség szellőzése és a gázfogyasztó készülék biztonságos működéséhez szükséges légellátás feleljen meg a 26.11.1-26.11.10. pontban meghatározott követelményeknek.
28.23. A „C” típusú gázfogyasztó készülék kivitelezése esetén a gázfogyasztó készülék biztonságos működéséhez szükséges légellátás feleljen meg a gyártó által előírt szerelési technológiának.
28.24. A légellátás vizsgálatának dokumentált elvégeztetése a kivitelezést végző gázszerelő feladata.
28.25. Az égéstermék-elvezető tömörségéről a ventilátort tartalmazó gázfogyasztó készülékek esetében tömörségi (szivárgási érték) vizsgálattal kell meggyőződni.
28.26. A tömörségi (szivárgási érték) vizsgálat az égési levegőben mérhető O2 vagy CO2 tartalom ellenőrzésével akkor végezhető el, ha az égésterméket vezető tereket teljes terjedelmükben égési levegőt vezető terek veszik körül.
28.27. Sikeres a műszaki-biztonsági ellenőrzés, ha a következő feltételek együttesen teljesülnek:
a) a kivitelező az ellenőrzésnél jelen van;
b) a kivitelező a szerelési nyilatkozathoz csatolta a megvalósulási dokumentációt;
c) a kivitelezett telephelyi vezeték, vagy csatlakozóvezeték, vagy fogyasztói vezeték szilárdsági és tömörségi nyomáspróbája sikeres;
d) a kivitelező az anyagok, és tartozékok, és robbanásbiztos kivitelű berendezések megfelelőségét igazoló dokumentumokat a megvalósulási dokumentációhoz csatolta;
e) az érintésvédelmi szabványossági felülvizsgáló által kiadott érintésvédelmi szabványossági igazolása rendelkezésre áll;
f) a műszaki kialakítástól függően a szükséges egyéb szakvélemények rendelkezésre állnak;
g) a felszerelt gázfogyasztó készülékek a forgalomba hozatal időpontjában hatályos forgalmazási előírásoknak megfelelnek; és
h) a kivitelezés tekintetében
ha) készülékcsere és egyszerűsített készülékcsere kivételével a csatlakozóvezeték, felhasználói berendezés vagy telephelyi vezeték esetében rendelkezésre áll az illetékes földgázelosztó, vezetékes PB-gáz szolgáltató, telephelyi szolgáltató, telephelyi engedélyes, vagy a PB-gáz forgalmazó által műszaki-biztonsági szempontból alkalmasnak minősített kiviteli terv,
hb) készülékcsere esetén a tervező kiviteli terve alapján történt a megvalósítás, vagy
hc) egyszerűsített készülékcsere esetén rendelkezésre áll a feljogosított gázszerelő megfelelőséget igazoló nyilatkozata.
28.28. A csatlakozóvezeték, a fogyasztói vezeték és telephelyi vezeték létesítését, bővítését, átalakítását követő első üzembe helyezésének feltételei az egyszerűsített készülékcsere és a készülékcsere esetköreinek kivételével:
a) a kivitelezés a területi földgázelosztó, a vezetékes PB-gáz szolgáltató vagy a PB-gáz forgalmazó által műszaki-biztonsági szempontból felülvizsgált és kivitelezésre alkalmasnak nyilvánított kiviteli terv alapján valósult meg; és
b) elvégezték a műszaki-biztonsági ellenőrzést, és az nem állapított meg üzembe helyezést gátló hiányosságot.
28.29. Szintetikus földgázzal (SNG) vagy csúcsfedező gázzal (PSG) történő üzemeltetéshez előzetesen meg kell kérni a gázfogyasztó készülék, vagy a gázfelhasználó technológia gyártójának nyilatkozatát, amely tartalmazza a szintetikus földgázzal vagy csúcsfedező gázzal történő üzemeltetéshez való hozzájárulásának feltételeit.
28.30. A gázfogyasztó készüléket és a gázfelhasználó technológiai rendszert a vonatkozó gyártói előírások betartásával kell üzembe helyezni. Az üzembe helyező a beszabályozási értékeket az üzembe helyezési jegyzőkönyvben rögzíteni köteles. Az üzembe helyező feladata a felhasználó kioktatása a készülék használatára. Ennek során a gázfogyasztó készülék kezelési utasításának meglétéről meg kell győződnie, szükség esetén azt pótolnia kell.
28.31. A felhasználói berendezés és annak részeként a gázfogyasztó készülék akkor helyezhető üzembe, ha a következő feltételek együttesen teljesülnek:
a) a gázfogyasztó készüléket a gyártója CE megfelelőségi jelöléssel ellátta, a készülékhez EU-megfelelőségi nyilatkozat rendelkezésre áll, továbbá a gázfogyasztó készülék kivitele, helyszíni összeszerelése megfelel a készülék CE típus-megfelelőségi tanúsítványának, valamint az egyszerűsített készülékcsere bizonylaton feltüntetett, választott egyetlen tanúsított típusának;
b) a gázfogyasztó készülékhez a megfelelő elektromos csatlakozás kiépítésre került, a megfelelő feszültség rendelkezésre áll, és a csatlakozás érintésvédelmi szempontból megfelelő;
c) a gázfogyasztó készülék csatlakozási pontjában a készülék számára előírt minőségű gáz az előírt nyomáson rendelkezésre áll;
d) a telepítés körülményei megfelelnek a gázfogyasztó készülékhez csatolt gyártói dokumentáció feltételeinek; és
e) a felhasználói berendezés biztonságos üzeméhez szükséges védelmi berendezések, a kiépített gázérzékelők, riasztó berendezések és a beavatkozó elemek működőképesek, ellenőrizésük igazolt.
28.32. A gázfogyasztó készülék az egyszerűsített készülékcsere és a készülékcsere esetköreit kivéve csak akkor helyezhető üzembe, ha a területi földgázelosztó, vezetékes PB-gáz szolgáltató, telephelyi szolgáltató, telephelyi engedélyes, vagy a PB-gáz forgalmazó által lefolytatott műszaki-biztonsági ellenőrzés eredményes volt.
28.33. A gázfogyasztó készülék nem helyezhető üzembe, ha az üzembe helyező
a) a helyszínen élet- és vagyonbiztonságot veszélyeztető körülményt tapasztal, vagy
b) az életet, a vagyonbiztonságot közvetlenül nem veszélyeztető szakszerűtlenség fennállását állapítja meg.
28.34. Nem megfelelőség megállapítása esetén a beüzemelést végző írásban rögzíti a tapasztalt hiányosságokat, szabálytalanságokat és az azok megszüntetéséhez szükséges intézkedéseket.
28.35. A csatlakozóvezeték, a fogyasztói vezeték, a telephelyi vezeték gáz alá helyezése során a bennük lévő nyomáspróba közeget el kell távolítani.
28.36. A gáz alá helyezést a területi földgázelosztó, vezetékes PB-gáz szolgáltató, telephelyi szolgáltató, telephelyi engedélyes, vagy a PB-gáz forgalmazó e műveletekre vonatkozó technológiai utasítása szerint kell elvégezni.
28.37. A gáz alá helyező az üzembe helyezés megkezdése előtt köteles meggyőződni a csővégek biztonságos, csak szerszámmal bontható, gáztömör lezárásáról.
28.38. Az üzemen kívül helyezett csatlakozóvezeték, fogyasztói vezeték, telephelyi vezeték újbóli gáz alá helyezésére a tömörségi próba, hat hónapon túli üzemszünet esetében a szilárdsági nyomáspróba és a tömörségi próba eredményes elvégzését követően kerülhet sor.
28.39. A gázmérő bármilyen okból történő leszerelését csak a területi földgázelosztó, vezetékes PB-gáz szolgáltató, telephelyi szolgáltató, telephelyi engedélyes, a PB-gáz forgalmazó, vagy azok megbízottja végezheti.
28.40. A felhasználási helyen a csatlakozóvezeték és a fogyasztói vezeték üzemen kívül helyezése esetén a gázmentesítést a gázszerelők és gázkészülék-javítók tevékenysége folytatásának részletes feltételeiről, az e tevékenységek bejelentésének és nyilvántartásának rendjéről, valamint az e tevékenységekre vonatkozó kötelezettségek be nem tartásának esetén alkalmazandó jogkövetkezményekről szóló miniszteri rendelet 1. melléklet szerinti táblázat 2. sor B oszlopa szerinti végzettséggel és üzembe helyezésre jogosultsággal rendelkező gázszerelő végezheti.
Vissza a tartalomjegyzékhez2. melléklet a 3/2020. (I. 13.) ITM rendelethez
Olajfogyasztó technológiai rendszerek és gáztárolók műszaki biztonsági szabályzata
1. Fogalommeghatározások
1.1. Égő (olajégő): olyan berendezés, amely lehetővé teszi az olajok, zsírok és a folyékony tüzelőanyagok elégetését, ideértve az alternatív égőt, az automatikus olajégőt, a blokkrendszerű égőt, a félautomatikusan működő olajégőt, az ipari olajégőt, a kombinált égőt, valamint a porlasztásos olajégőt.
1.2. Folyékony tüzelőanyag: szénhidrogén származékok, a kőolaj párlatai (fűtőolaj, tüzelőolaj), megújuló energiaforrásból előállított olaj, növényi és állati eredetű zsírok, élelmiszeripari és gyógyszeripari melléktermékek és hulladékok.
2. Az egyes olajfogyasztó technológiai rendszerekre vonatkozó műszaki biztonsági követelmények
2.1. A folyékony tüzelőanyaggal üzemelő olajtüzelő-berendezés feleljen meg az ipari hőtechnikai berendezések. 1. rész: Ipari hőtechnikai berendezések általános biztonsági követelményei és az ipari hőtechnikai berendezések, 2. rész, tüzelő és tüzelőanyag ellátó rendszerek biztonsági követelményei tárgyú szabványban foglalt követelményeknek, vagy azzal műszaki biztonsági szempontból egyenértékű követelményeknek.
2.2. A kényszerlevegős, blokkrendszerű olajégőknek a gyártó által készített gyártóművi nyilatkozatban foglaltak mellett az automata blokkégők folyékony tüzelőanyagokhoz tárgyú szabványban foglalt követelményeknek, vagy azokkal műszaki biztonsági szempontból egyenértékű követelményeknek is meg kell felelniük.
2.3. Ipari olajégőknél, valamint alternatív és kombinált ipari égőknél a gyártó által készített gyártóművi nyilatkozat és vizsgálat alapján kell meghatározni a műszaki biztonsági követelményeket.
2.4. Blokkrendszerű olajégők biztonsági, ellenőrző rendszereinek (automatika, lángőr) a gyártóművi nyilatkozatban foglaltak mellett az automatikus égőellenőrző rendszerek gáznemű vagy folyékony tüzelőanyaggal működő égőkhöz és készülékekhez tárgyú szabvány, vagy azzal egyenértékű más műszaki megoldás követelményeit is elégítsék ki.
2.5. Az ipari olajégő vezérlők (PLC) együttes összeépíthetőségének vizsgálatát a villamos/elektronikus/ programozható elektronikus biztonsági rendszerek működési biztonsága tárgyú szabványsorozat, valamint a működési biztonság, az ipari folyamatirányítási szektor biztonságtechnikai rendszerei tárgyú szabványsorozat szerint, vagy azzal műszaki biztonsági szempontból egyenértékű műszaki előírások szerint kell elvégezni.
3. A gáztárolók szerelésére vonatkozó műszaki biztonsági előírások
3.1. A csővezetékhez felhasznált anyagminőséget úgy kell megválasztani, hogy az a tárolt gáz kémiai tulajdonságainak ellenálló, kellően szilárd és az alkalmazott gyártási, szerelési technológiának megfelelő legyen.
3.2. A csővezetékek teher- és feszültségmentesítését biztosítani kell úgy, hogy a gáztárolóra jutó ilyen irányú terhelés a gáztárolót se károsítsa.
3.3. Föld alatti csővezeték szakaszokon csak nem oldható kötés alkalmazható. Oldható kötéseket és szerelvényeket föld alatti csővezetékeknél kezelőaknába kell telepíteni. A szerelvények nyitott, vagy zárt állása rátekintéssel történő ellenőrizhetőségét biztosítani kell.
3.4. A csővezetékhez felhasznált anyagok, féltermékek, hegesztő anyagok a fémtermékek, vizsgálati bizonylatok típusai tárgyú szabvány szerinti minőségi bizonyítvánnyal rendelkezzenek.
4. A gáztárolók vizsgálatára vonatkozó műszaki biztonsági követelmények
4.1. Üzembe helyezés előtti vizsgálat során a helyszíni tömörségvizsgálatot a 4.2.1. pontban foglaltak szerint kell elvégezni.
4.2. Az időszakos ellenőrző vizsgálatokra vonatkozó követelmények
4.2.1. Tömörségvizsgálat
4.2.1.1. A gáztároló csatlakozásainak, szerelvényeinek tömörségét meg kell vizsgálni.
4.2.1.2. A tömörségvizsgálat levegővel vagy inert gázzal végezhető el.
4.2.1.3. A túlnyomásnak legalább a gáztároló névleges üzemi nyomása 1,1-szeresének kell lennie.
4.2.1.4. Olyan műszert kell használni, amellyel a 0,1%-os nyomásváltozás is kimutatható.
4.2.1.5. A tömörségvizsgálat időtartamát úgy kell meghatározni, hogy az a vizsgálat teljes körű elvégzéséhez szükséges, de legalább 15 perc legyen a gáz hőmérsékletének kiegyenlítődésétől számítva.
4.2.1.6. A tömörségvizsgálat akkor sikeres, ha a vizsgálati idő alatt kimutatható nyomásesés nincs.
4.2.1.7. Ha a tömörségvizsgálat nem ad kielégítő eredményt, akkor a belső tisztítás utáni szerkezeti vizsgálatot is el kell végezni. Szerkezeti vizsgálathoz a gáztárolót le kell választani a technológiai rendszerről, és gáztalanítani kell. A gáztárolóban történő munkavégzéshez veszélyes munka végzésére vonatkozó engedély kiadása szükséges.
4.2.2. A gáztároló belső tisztításakor használt eszközök – beleértve a ventilátorokat is – villamos berendezéseinek védettsége, érintésvédelme feleljen meg a tisztított gáztároló robbanásveszélyességi besorolásának.
4.2.3. Belső szerkezeti vizsgálat
4.2.3.1. A gáztároló szerkezeti vizsgálata beszállási engedély birtokában végezhető.
4.2.3.2. A vizsgálat csak akkor végezhető, ha a munkavégzés biztonságtechnikai követelményei rendelkezésre állnak.
4.2.3.3. A belső ellenőrzést szemrevételezéssel kell kezdeni a korróziós hibák felderítésére.
4.2.3.4. A gáztároló falának vastagságát roncsolásmentes anyagvizsgálati módszerrel ellenőrizni kell.
4.2.3.5. A falvastagságméréssel kapott adatokat össze kell hasonlítani a gáztároló kiviteli tervében megadott méretekkel a korrózióból adódó méretcsökkenés megállapítására.
4.2.3.6. Amennyiben a falvastagság a korrózió hatására a dokumentációban feltüntetett megengedhető minimális falvastagságérték alá csökken, úgy további szilárdsági és gazdaságossági számítással kell dönteni a gáztároló javításának mértékéről.
4.2.3.7. A szemrevételezéskor hibásnak, kritikusnak talált hegesztési varratokat, valamint a hegesztési varratok csomópontjainak környékét megfelelő roncsolásmentes anyagvizsgálati módszerrel kell vizsgálni.
4.2.3.8. A vizsgálat során hibásnak bizonyult hegesztési varratokat a hiba helye előtt és után legalább 0,05 m hosszúságig el kell távolítani, és újra kell hegeszteni. Az újrahegesztett varratot ismételten ellenőrizni kell.
4.2.4. Külső szerkezeti vizsgálat
4.2.4.1. A gáztároló föld feletti csővezetékeit szemrevételezéssel kell ellenőrizni.
4.2.4.2. A védőcsőbe fektetett föld alatti vezetékeket a védőcső végeinél szemrevételezéssel kell ellenőrizni.
4.2.4.3. A túlnyomás alatt üzemelő vezetékek ellenőrzésekor a vizsgálat során a vezetékek legalább az üzemi nyomáson legyenek.
4.2.4.4. A szimpla falú, föld alatti vezetékeket, amelyek a vizsgálat során nincsenek a gáztároló terével összekapcsolva, az üzemi nyomás 1,1-szeresével kell tömörség szempontjából megvizsgálni.
4.2.4.5. Ellenőrizni kell továbbá
a) a záró-szerelvények tömörségét és kifogástalan működését,
b) a gáztároló külső korrózió elleni védelmét,
c) a lépcsők, létrák, pódiumok állapotát, a járórácsok, lépcsőfokok épségét és hegesztését a tartókhoz,
d) veszély esetén a gáztároló töltő- vagy ürítő berendezéseinek leállíthatóságát.
4.3. Ismételt üzembe helyezés előtti vizsgálat
4.3.1. Ismételt üzembe helyezés előtti vizsgálatot kell végezni
a) a gáztároló javítása után;
b) 6 hónapnál hosszabb ideig nem üzemeltetett gáztároló ismételt üzembe helyezése előtt.
4.3.2. Az ismételt üzembe helyezés előtti vizsgálat során el kell végezni a gáztároló és tartozékai külső szerkezeti vizsgálatát, valamint a gáztároló tömörségvizsgálatát.
4.4. Valamennyi gáztároló-vizsgálatról jegyzőkönyvet kell felvenni, amely rögzíti a vizsgálat körülményeit és eredményeit.
4.5. További üzemelésre nem alkalmas minősítés esetén a gáztárolót a technológiai előírások szerint le kell állítani, üzemen kívül kell helyezni.
Vissza a tartalomjegyzékhez